环形变压器原理图
环型变压器的铁心是用优质冷轧硅钢片(片厚一般为0.35mm以下),无缝地卷制而成,这就使得它的铁心性能优于传统的叠片式铁心。环型变压器的线圈均匀地绕在铁心上,线圈产生的磁力线方向与铁心磁路几乎完全重合,与叠片式相比激磁能量和铁心损耗将减小25%。环型铁芯由硅钢带缠绕而成,环型铁芯有一个连续不断的磁路,而叠片铁芯变压器在EI片间有气隙;因此,存在较大的气隙磁阻是叠片变压器的主要缺点。环型铁芯没有空气间隙,电噪声相对EI型和C型铁芯变压器要小的多。采用真空浸渍威廉希尔官方网站 ,可使铁芯成为牢固的整体,在绕线和加工过程中不变形;由于环型铁芯非常牢固,因而减少了振动和音频噪声。
环型变压器有许多固定方法,最常用的方法是利用环型变压器的中心孔固定。应当注意, 螺钉 等固定件不应该使变压器的顶部压板与下底板同时接地,以免形成一个短路环。
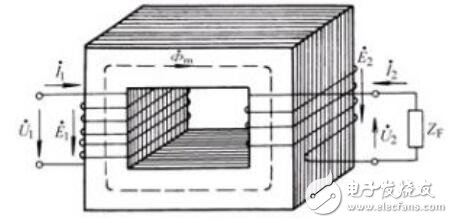
变压器的原理是变压 器的原理简体图,当一个正 弦交流 电压U1 加在初级 线圈两端时,导线中就有交变电流I1并产生交变磁通ф1,它沿着铁芯 穿过初级线圈和次级线圈形成闭合的磁路。在次级线圈中 感应出互感电势U2,同时ф1也 会在初级线圈上感 应出一个自感电势E1,E1的方 向与所加电压U1方向相反而幅度相近,从而限制了I1的大小。为了保持磁通ф1的存在就需 要有一定的电 能消耗,并且变压器本身也有一定的损耗,尽管此时次级没接负载,初级线圈中仍有一定的电流,这个电流我们称为“空载电流”。
如果次级接上负载,次级线圈就产生电流I2,并因此而产生磁通ф2,ф2的方向与ф1相反,起了互相抵消的作用,使铁芯中总的磁通量有所减少,从而使初级自感电压E1减少,其结果使I1增大,可见初级电流与次级负载有密切关系。当次级负载电流加大时I1增加,ф1也增加,并且ф1增加部分正好补充了被ф2所抵消的那部分磁通,以保持铁芯里总磁通量不变。如果不考虑变压器的损耗,可以认为一个理想的变压器次级负载消耗的功率也就是初级从电源取得的电功率。
变压器能根据需要通过改变次级线圈的圈数而改变次级电压,但是不能改变允许负载消耗的功率。这些知识都是我们之前所不了解的,通过简单的学习了解环形变压器的工作原理 知识,可以 对我们处理日常生活中的一些电器小毛病以及日常生活中不同变压器的不同使用都有很大的意义。 可以及时的排除故障问题,快速找到解决的办法。
环形变压器绕线机原理
选择合适的绕线机是生产线圈的关键,因此贤集网小编以环形变压器来具体讲讲环形绕线机的工作原理、操作过程,其中重点提到了绕线张力的分析(这个是为行内人员准备的干货),环形变压器绕线机的操作过程是非常简单的,但是想要弄好却必须要弄清工作原理、绕线张力等相关知识。
环形变压器的铁芯是用优质冷轧硅钢片(厚度为0.23mm-0.35mm)无缝的卷制而成,磁路完全闭合,无漏磁,故其磁性能为最优,高精度激光焊接,氮氢保护真空退火,铁芯电磁指标更是大幅提高。
环形变压器利用环型绕线机绕线快速方便生产效率高,可广泛应用于电子设备中的50Hz、60Hz、400Hz变压器、互感器、电抗器、扼流圈等电磁元件。
环形绕线机的工作原理:
先把导线均匀的缠绕在储线环上,然后再通过梭子把缠绕在储线环上的导线缠绕在骨架上,骨架由伺服电机带动旋转,使导线均匀地排列在骨架上线缠绕到一定量时,再把带通过储线环缠绕在骨架上,然后绕制。
绕线张力的分析:
通过生产实践发现,在绕制整个过程中,用适当的力把导线拉紧缠绕在骨架上,是影响绕制好坏的关键所在,因此在下面我们着重说明影响绕线张力的因素。
1.线梭转动部分的磨察力矩
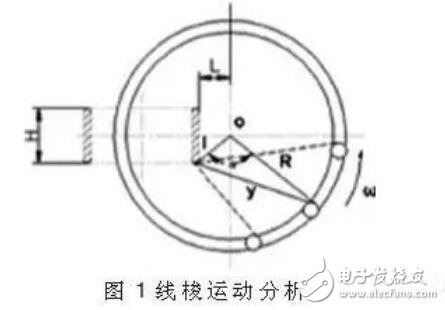
2.线梭部分(包括缠在线梭内的导线)加速度变化引起的惯性力矩。摩擦力矩的主要部分是由张力机构产生的,它阻止线梭的放线运动而把导线拉紧,产生绕线张力。由于绕线环形面及其在绕线齿轮中偏离中心位置的影响,即使是匀速绕线,线梭的运动速度也小是均匀的,这就产生了由加速度引起的惯性力矩,影响了绕线张力。线梭的运动速度可看作由两种速度组成:一是与绕线齿轮上的滑轮速度相等的速度Vo,一是线梭放出导线的用量的速度,前者是常数,后者的计算如下(见图1)。
余定理和速度、加速度的公式推导计算如下,因为图片上传,模糊不清就权当略过了,再说了也是拿来主义的。

所以为了减小线梭加速度,要求:骨架型面H要小,型面尽量靠近绕线齿轮中心即l值小;线梭平径R应尽量小;绕线速度ω不能太高(这是与提高生产效率相抵触的)。
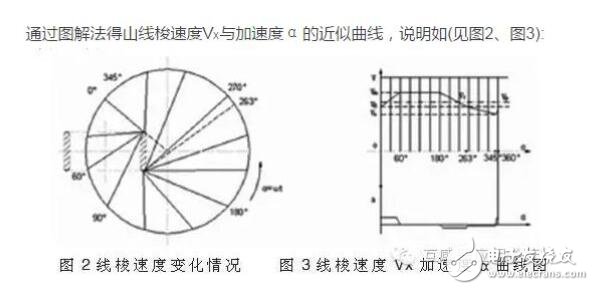
1.当绕线齿轮上的小滑轮处于0°位置时,线梭的速度与小滑轮速度V0相等,当а从0-60°时线梭速度逐渐加快,此时有正的加速度当。=600-180`)范围时线梭等速运动,速度为Vm》Vo。当а=180°~263°时线梭速度逐渐减小,此时有负的加速度a = 263°线梭速度与滑轮速度V相等,当а=263°~345°时,线梭速度继续减小,即低于V并有负的加速度,当а=345°时,线梭速度为最小Vo,当а=345°~360°时,线梭速度逐渐上升即有正的加速度。
2.在绕线齿轮为匀速转动时,线梭速度小会为零,所以摩擦张力机构始终起制动作用,保持导线被拉紧。
3.若Vp为线梭平均线速度; Vo为绕线齿轮上的滑轮线速度;L为电位器一圈导线的俄周长,则
4.当绕线速度ω不大:线梭平径R较小,电位器型面尺寸H也较小,型面尽量靠近绕线齿轮中心时加速度的变化是小大的,由加速度引起的惯性力矩要小得多,所以影响绕线张力的主要因素是摩擦力矩。我们在绕线机上使用凸轮控制摩擦张力,用以克服速度变化的影响,实践证明没什么效果,反而机构复杂制造调整都不方便,通过对张力的分析,设计时应考虑:
(1)尽量减小绕线齿轮和线梭的直径。
(2)线梭及其传动部件的转动惯量应尽量小。
(3)张力机构产生的摩擦力矩要稳定。
(4)机床的起动和转动应平稳。
环形变压器绕线机的实际绕线步骤
一、储线环储线和绕线说明
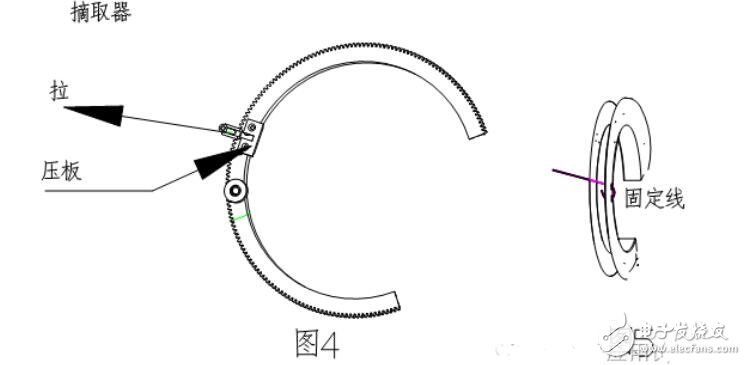
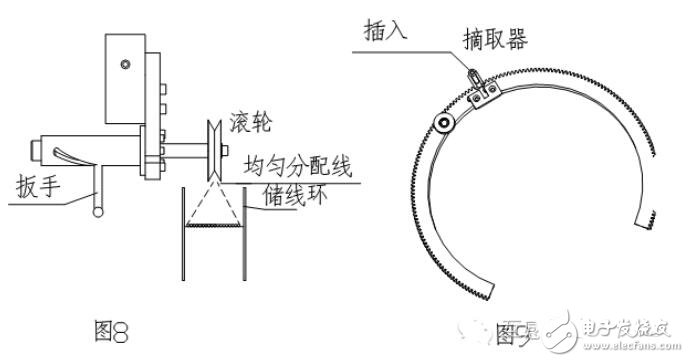
1)取出摘取器(见图4)
2)固定线头。线从放线架到绕线机头头部滚轮再到储线环,在储线环右边有2个孔用来固定线(见图5),线开始从储线环里边一孔穿出弯曲再从另一孔穿入固定。粗线进行一个简单的弯曲即可(见图5)。
3)连接储线环和梭子。
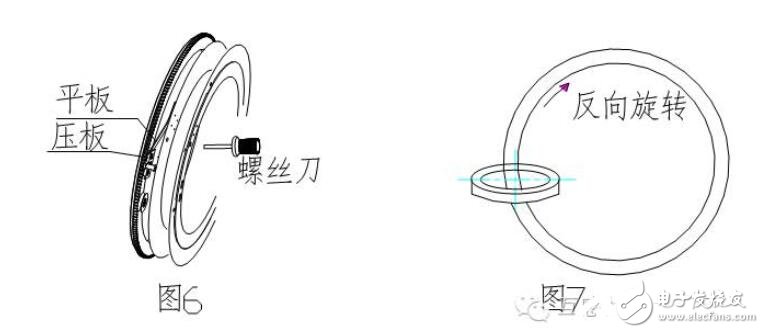
用主轴点动按钮使梭子上的摘取器转到操作者的正前方,用螺丝刀穿过储线环右边到左边的孔,使储线环上的平板卡在梭子摘取器的压板上(见图6)。
3)开始储线。释放制动张力,按下“储线”按钮,然后再按下“启动”按钮,用控制面板上的速度旋钮调节储线速度,齿轮和储线环反方向旋转(见图7)。移动排线轴上的滚轮使线均匀的分配在储线环内(见图8),当储线匝数到设定匝数时,将自动停机。切断线。
4)安装摘取器。
点动机头正方向旋转(储线环上的弹簧片与梭子脱离),使摘取器压板处于图9所处的位置。插入摘取器。
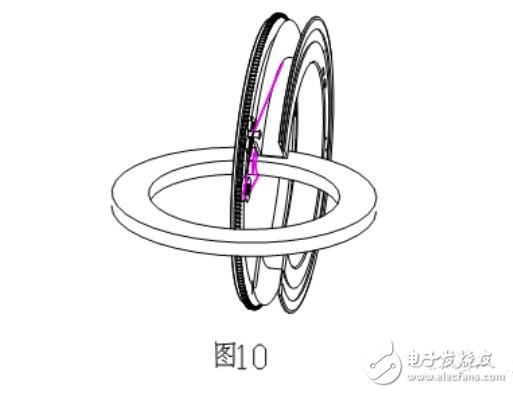
5)、线首先通过梭子上的摘取器,再通过滚轮,固定在线圈上(见图10)。
6)、通过面板上的排线方向旋钮(顺时针、逆时针)选择线圈旋转方向。
7)、按下“绕线”按钮,再按下“启动”按钮,旋转“调速”按钮,绕线机开始绕线。
注意:保证手在危险范围以外,不要触摸任何转动部件。注意安全!!
10)、到总匝数后,机器会自动停止。
注意:当工作完成或中断或操作者离开设备时,请关闭设备电源开关。
二、调节制动张力
1)、在绕线时线张力主要是根据线径和绕线速度来决定。
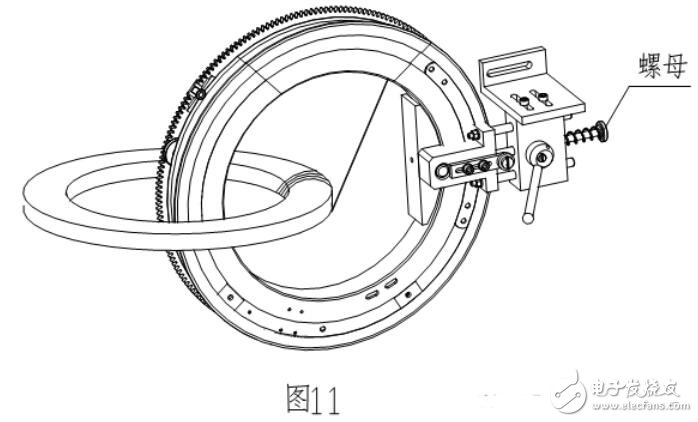
2)、制动张力的大小用张力器后面的螺母来调节(见图11)。
3)、调节线张力,以保证绕线时不超过其延伸率。
注意:当储线环转动时不要触摸环形线圈。
三、线圈初始位置的确定
由控制面板上的排线点动来确定
四、绕线过程中环形线圈夹紧力的调整
绕线过程中随着绕线的增加,环形线圈外径增大,逆时针旋转小手轮,使压紧轴与环形线圈夹紧力适当。以防止环形线圈变形及损伤漆包线。
五、绕完后取出线圈
1)、切断线,取出储线环内剩余的线。
2)、打开储线环。
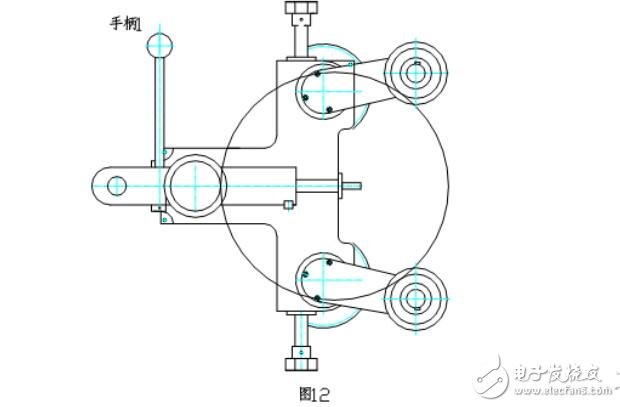
3)、打开手柄1,打开橡胶棍,将绕好的线圈从设备中取出(见图12)。
4)、当从设备中取出线圈时,请注意不要划伤漆包线。
5)、闭合储线环。
环形变压器在绕线中,对焊点有什么要求?
答:
(1)厚度小于1.7mm的扁铜线采用搭焊,搭头部分锉成契形,用银铜焊接;(焊条采用15%银的银铜焊条,提高其电阻率。)大于1.7mm的采用对焊。
(2)焊接处要牢固紧密,接头要挫平砂光;
(3)焊头不能在换位处,也不能在梳齿间;
(4)多根导线的焊接应该相互错开,错开距离在80mm以上;
(5)任何焊头必须距出头和分接头2根撑条之外;
(6)多根并绕每根焊接不得超过1处,焊接根数不能超过该绕组的并绕导线根数的1/2,6根以上根数并绕的,焊接根数不能大于1/3根数,而且接头要错开;
(7)不允许有铜屑落在绕组中。