 电子发烧友App
电子发烧友App










 创作
创作 发文章
发文章 发帖
发帖  提问
提问  发资料
发资料 发视频
发视频资料介绍
0 引言
随着激光行业的飞速发展,激光器已广泛应用于工业加工领域,如激光切割、激光打标、激光调阻、激光热处理等,除此之外还被作为诊疗设备应用于医疗领域。
激光焊接是以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的方法,是激光材料加工威廉希尔官方网站 应用的重要方面之一。
基于ARM的数字化控制系统能够有效解决激光器的准确、稳定和可靠性问题,数字化、智能化是激光器的必然发展方向。使用ARM对激光电源进行功能扩展控制,能有效提高电源的性价比,简化激光电源的硬件结构,增强整机的自动化程度,为整机的功能扩展提供了有利条件。本文重点针对激光焊接应用中的激光电源控制系统进行功能扩展设计,利用ARM控制激光电源的系统设置,包括开关控制、激光参数设置、光栅控制、光阀控制、温度控制等,有效地解决了激光器在焊接过程中的准确、稳定和可靠性问题,同时增设人机界面(HMI)显示控制的友好界面,使用起来更加方便。
1 激光电源的控制功能要求
激光焊接目前已涉及航空航天、武器制造、船舶制造、汽车制造、压力容器制造、民用及医用等多个领域,因此激光电源在激光焊接工艺中应用时具有其独特的设计需求,除了激光发生器的性能要高外,还要求其具有高效率、高可靠性、工作寿命长等优点,实际应用中的激光电源产品还需要对其控制系统进行功能扩展和优化,设计主要从以下几个方面进行考虑:
1.1 显示和控制
传统激光器的显示屏多采用点阵液晶显示,由于液晶显示屏只能单纯作显示设备使用,所以系统需要利用键盘或按键作为输入设备,对激光光源的参数进行设置。这里采用人机界面(即触摸屏)作为显示和控制界面,操作更加方便,界面也更加友好。以ARM作为CPU来对系统进行控制,可以对输出的激光脉冲波形进行精确控制,满足不同工件的焊接要求。
1.2 散热
激光电源的许多参数(如波长、阈值电流、效率和寿命)都与温度密切相关,因此希望尽可能低而稳定的工作温度。实验表明,当工作环境温度升高时,激光电源的输出功率将降低,且激光电源外壳每升高30℃,使用寿命将减少一个数量级[6-7]。本激光器系统采用水冷的方式进行散热降温,因此系统要求具有过温检测功能。
1.3 气阀和光栅
针对激光焊接的实际应用,在焊接的过程中要充分考虑到操作人员的人身健康和安全。因此在设计激光电源控制系统中,还需要综合考虑其他辅助功能,比如在焊接时高温会使金属汽化产生烟雾,同时在焊接过程中激光散射也会对操作人员的眼睛产生影响,因此需增设气阀控制和光栅控制功能。
气阀控制的主要功能是,在激光焊接的时候,高温会让金属汽化从而产生烟雾,设置一个空气泵把产生的烟雾吹走,而且焊接结束后,再延时吹5~10s。为了在激光焊接的过程中保护操作者的眼睛,要求焊接瞬间光栅闭合,避免焊接时散光辐射人眼,因此系统需具有光栅控制功能。
1.4 光斑调节
对光斑的控制有两个要求,一是能够设置光斑的上、下限;二是能够通过人机界面调节光斑的大小,也就是能对光斑的直径进行调节。
1.5 精确激光脉冲控制
IGBT功率控制器作为主开关器件用于控制激光灯的输出脉冲[8-9]。一般的激光电源多采用单段方形的激光脉冲,激光打出的焊点可能会出现溅射、坑洼、穿孔等现象。
激光焊接的基本原理为:
(1)金属表面活化,前期预热,避免加热过快让金属表面溅射;
(2)激光打在金属表面初期,需要较大的功率让金属表面融解;
(3)表层金属融解后,进行深层融解过程中,就不在需要这么大功率,否则会出现很大熔池,这时需要适当降低功率,才能保证金属熔池不继续扩大;
(4)当达到需要的融解深度时,如果直接切断激光,熔池表层硬化闭合可能会出现气孔等现象,这时需要进一步降低激光功率,缓慢淡出激光功率,才可以让熔池中融解的金属回流凝固,保证激光焊点的平整。
2 器件选型和系统硬件组成
2.1 主要器件的选型
(1)CPU选型。系统控制单元的核心是完成控制任务所必须的关键电路,本设计以集成ARM公司高性能“Cortex-M3”内核的STM32F101C8T6为核心来设计激光电源的数字控制系统,发挥其高速、低功耗的功能,可以实现各种复杂控制功能,同时简化激光电源控制部分的硬件结构,增强了自动化程度和功能扩展能力。
(2)人机界面选型。人机界面选用的是型号为FE2070的4线工业电阻触摸屏,用它代替传统的分离式按键控制和液晶显示,用户只要用手指轻轻地触碰显示屏上的图符或文字就能实现对主机的操作,从而使激光电源的人机交互更为直截了当。
2.2 系统硬件组成
系统的控制指令是由CPU发出的,负责系统的显示和各项控制。STM32F101C8T6有3串口:一个连接IGBT控制板,一个连接HMI通信,一个连接PC用于控制系统升级。系统的硬件电路整体结构框图如图1所示。

激光器的开启和预燃使用脚踏开关来实现,激光电源开光栅控制即为一个光栅开关,光栅电源的要求是当开机后,踩下脚踏开关,光栅电源就打开。光栅控制通过光耦输出后,通过一个三极管来控制15V电源的通断,从而控制光栅的开闭。激光电源中光斑的大小是通过驱动步进电机来实现的,步进电机控制透镜的移动,从而调整激光的焦距,实现光斑调节。硬件电路中,光斑控制通过一个3PIN插座控制步进电机调节光斑直径,为脉冲方向控制,三个PIN分别为GND、方向和脉冲。气阀控制用于控制气阀的开启,报警检测主要用于过温检测。
3 软件实现
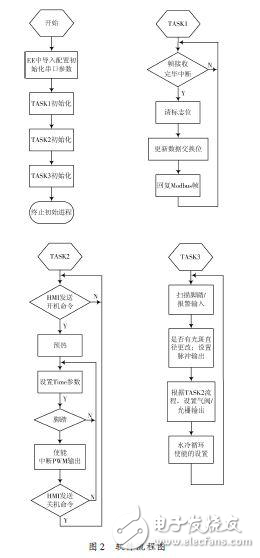
系统软件主要分为三个部分:Modbus RTU通信处理程序,负责和HMI的通信;操作流程控制,瞬变脉冲的输出;数字输入和输出量的处理;STM32的内部资源、FLASH容量和SRAM容量都比51单片机要丰富,对于本系统,非常适合用实时操作系统进行软件的编写,所以本系统采用了Keil自带的RTX实时操作系统,共开启了4个进程:Task_init(),Task1_Modbus(),Task2_Laser-CTL()和Task3_IO();基本软件流程图如图2所示。
4 调试结果
4.1 人机界面控制调试
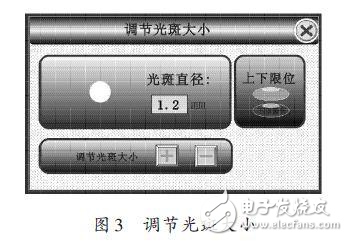
图3显示的是系统搭建完成后液晶控制触摸屏上显示调节光斑直径的界面。在该界面上通过增、减调节,在上、下限范围内设置光斑直径的实际值。内部是通过控制步进电机调整透镜位置,调整激光焦距,从而使光斑直径发生改变。
在图3触摸屏界面中,点击“光闸设置”可以进入光闸控制的设置界面,如图4所示,智能光闸控制,ms级时间内的延迟时间可根据需求定制,保证完全遮光,功能稳定,而且操作界面显示和设置都非常友好方便。
随着激光行业的飞速发展,激光器已广泛应用于工业加工领域,如激光切割、激光打标、激光调阻、激光热处理等,除此之外还被作为诊疗设备应用于医疗领域。
激光焊接是以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的方法,是激光材料加工威廉希尔官方网站 应用的重要方面之一。
基于ARM的数字化控制系统能够有效解决激光器的准确、稳定和可靠性问题,数字化、智能化是激光器的必然发展方向。使用ARM对激光电源进行功能扩展控制,能有效提高电源的性价比,简化激光电源的硬件结构,增强整机的自动化程度,为整机的功能扩展提供了有利条件。本文重点针对激光焊接应用中的激光电源控制系统进行功能扩展设计,利用ARM控制激光电源的系统设置,包括开关控制、激光参数设置、光栅控制、光阀控制、温度控制等,有效地解决了激光器在焊接过程中的准确、稳定和可靠性问题,同时增设人机界面(HMI)显示控制的友好界面,使用起来更加方便。
1 激光电源的控制功能要求
激光焊接目前已涉及航空航天、武器制造、船舶制造、汽车制造、压力容器制造、民用及医用等多个领域,因此激光电源在激光焊接工艺中应用时具有其独特的设计需求,除了激光发生器的性能要高外,还要求其具有高效率、高可靠性、工作寿命长等优点,实际应用中的激光电源产品还需要对其控制系统进行功能扩展和优化,设计主要从以下几个方面进行考虑:
1.1 显示和控制
传统激光器的显示屏多采用点阵液晶显示,由于液晶显示屏只能单纯作显示设备使用,所以系统需要利用键盘或按键作为输入设备,对激光光源的参数进行设置。这里采用人机界面(即触摸屏)作为显示和控制界面,操作更加方便,界面也更加友好。以ARM作为CPU来对系统进行控制,可以对输出的激光脉冲波形进行精确控制,满足不同工件的焊接要求。
1.2 散热
激光电源的许多参数(如波长、阈值电流、效率和寿命)都与温度密切相关,因此希望尽可能低而稳定的工作温度。实验表明,当工作环境温度升高时,激光电源的输出功率将降低,且激光电源外壳每升高30℃,使用寿命将减少一个数量级[6-7]。本激光器系统采用水冷的方式进行散热降温,因此系统要求具有过温检测功能。
1.3 气阀和光栅
针对激光焊接的实际应用,在焊接的过程中要充分考虑到操作人员的人身健康和安全。因此在设计激光电源控制系统中,还需要综合考虑其他辅助功能,比如在焊接时高温会使金属汽化产生烟雾,同时在焊接过程中激光散射也会对操作人员的眼睛产生影响,因此需增设气阀控制和光栅控制功能。
气阀控制的主要功能是,在激光焊接的时候,高温会让金属汽化从而产生烟雾,设置一个空气泵把产生的烟雾吹走,而且焊接结束后,再延时吹5~10s。为了在激光焊接的过程中保护操作者的眼睛,要求焊接瞬间光栅闭合,避免焊接时散光辐射人眼,因此系统需具有光栅控制功能。
1.4 光斑调节
对光斑的控制有两个要求,一是能够设置光斑的上、下限;二是能够通过人机界面调节光斑的大小,也就是能对光斑的直径进行调节。
1.5 精确激光脉冲控制
IGBT功率控制器作为主开关器件用于控制激光灯的输出脉冲[8-9]。一般的激光电源多采用单段方形的激光脉冲,激光打出的焊点可能会出现溅射、坑洼、穿孔等现象。
激光焊接的基本原理为:
(1)金属表面活化,前期预热,避免加热过快让金属表面溅射;
(2)激光打在金属表面初期,需要较大的功率让金属表面融解;
(3)表层金属融解后,进行深层融解过程中,就不在需要这么大功率,否则会出现很大熔池,这时需要适当降低功率,才能保证金属熔池不继续扩大;
(4)当达到需要的融解深度时,如果直接切断激光,熔池表层硬化闭合可能会出现气孔等现象,这时需要进一步降低激光功率,缓慢淡出激光功率,才可以让熔池中融解的金属回流凝固,保证激光焊点的平整。
2 器件选型和系统硬件组成
2.1 主要器件的选型
(1)CPU选型。系统控制单元的核心是完成控制任务所必须的关键电路,本设计以集成ARM公司高性能“Cortex-M3”内核的STM32F101C8T6为核心来设计激光电源的数字控制系统,发挥其高速、低功耗的功能,可以实现各种复杂控制功能,同时简化激光电源控制部分的硬件结构,增强了自动化程度和功能扩展能力。
(2)人机界面选型。人机界面选用的是型号为FE2070的4线工业电阻触摸屏,用它代替传统的分离式按键控制和液晶显示,用户只要用手指轻轻地触碰显示屏上的图符或文字就能实现对主机的操作,从而使激光电源的人机交互更为直截了当。
2.2 系统硬件组成
系统的控制指令是由CPU发出的,负责系统的显示和各项控制。STM32F101C8T6有3串口:一个连接IGBT控制板,一个连接HMI通信,一个连接PC用于控制系统升级。系统的硬件电路整体结构框图如图1所示。
激光器的开启和预燃使用脚踏开关来实现,激光电源开光栅控制即为一个光栅开关,光栅电源的要求是当开机后,踩下脚踏开关,光栅电源就打开。光栅控制通过光耦输出后,通过一个三极管来控制15V电源的通断,从而控制光栅的开闭。激光电源中光斑的大小是通过驱动步进电机来实现的,步进电机控制透镜的移动,从而调整激光的焦距,实现光斑调节。硬件电路中,光斑控制通过一个3PIN插座控制步进电机调节光斑直径,为脉冲方向控制,三个PIN分别为GND、方向和脉冲。气阀控制用于控制气阀的开启,报警检测主要用于过温检测。
3 软件实现
系统软件主要分为三个部分:Modbus RTU通信处理程序,负责和HMI的通信;操作流程控制,瞬变脉冲的输出;数字输入和输出量的处理;STM32的内部资源、FLASH容量和SRAM容量都比51单片机要丰富,对于本系统,非常适合用实时操作系统进行软件的编写,所以本系统采用了Keil自带的RTX实时操作系统,共开启了4个进程:Task_init(),Task1_Modbus(),Task2_Laser-CTL()和Task3_IO();基本软件流程图如图2所示。
4 调试结果
4.1 人机界面控制调试
图3显示的是系统搭建完成后液晶控制触摸屏上显示调节光斑直径的界面。在该界面上通过增、减调节,在上、下限范围内设置光斑直径的实际值。内部是通过控制步进电机调整透镜位置,调整激光焦距,从而使光斑直径发生改变。
在图3触摸屏界面中,点击“光闸设置”可以进入光闸控制的设置界面,如图4所示,智能光闸控制,ms级时间内的延迟时间可根据需求定制,保证完全遮光,功能稳定,而且操作界面显示和设置都非常友好方便。
下载该资料的人也在下载
下载该资料的人还在阅读
更多 >
- 基于ARM和DSP的谐波实时闭环控制系统 23次下载
- 基于ARM的温室环境控制系统和数据采集方案 12次下载
- 基于ARM的伺服转台控制系统设计论文资料下载 3次下载
- 基于ARM的数字化控制系统与激光电源控制系统的设计 7次下载
- 基于ARM数字化控制系统的激光焊接威廉希尔官方网站 14次下载
- 基于ARM的数据采集与控制系统设计 2次下载
- 基于FPGA的数字激光自动功率控制系统设计 12次下载
- 基于FPGA的激光测距控制系统设计
- 激光配件——脉冲激光电源的原理
- 基于ARM 的汽车电子控制系统单元设计
- 基于FPGA的激光测距控制系统设计
- 基于ARM的汽车电子控制系统单元设计
- 基于ARM的给煤机控制系统的设计
- 激光雷达门控控制系统的设计
- 激光雷达门控控制系统的设计
- 现场总线控制系统与集散控制系统的对比 767次阅读
- 集散控制系统的原理和特点 543次阅读
- 前馈控制系统与反馈控制系统的区别 1524次阅读
- 开环控制系统与闭环控制系统的区别 5571次阅读
- PLC控制系统与继电器控制系统的比较 1108次阅读
- 基于 RFID 和 ARM 架构的医疗器械智能控制系统 1093次阅读
- PID是控制系统吗?控制系统由什么组成? 1w次阅读
- 什么是激光电视_激光电视原理介绍 2.8w次阅读
- 基于Zynq的PMSM驱动控制系统设计 3418次阅读
- 激光电视是什么 激光电视的优缺点有哪些 1.9w次阅读
- 基于ARM的扩散/氧化控制系统的设计 1224次阅读
- 激光电视原理 5312次阅读
- 基于ARM的激光电源控制系统设计 1573次阅读
- 基于ARM的校园LED公告板远程控制系统设计 3045次阅读
- 基于ARM室内温度控制系统的设计与实现 8806次阅读

 上传资料赚积分
上传资料赚积分下载排行
本周
- 1电子电路原理第七版PDF电子教材免费下载
- 0.00 MB | 1490次下载 | 免费
- 2单片机典型实例介绍
- 18.19 MB | 92次下载 | 1 积分
- 3S7-200PLC编程实例详细资料
- 1.17 MB | 27次下载 | 1 积分
- 4笔记本电脑主板的元件识别和讲解说明
- 4.28 MB | 18次下载 | 4 积分
- 5开关电源原理及各功能电路详解
- 0.38 MB | 10次下载 | 免费
- 6基于AT89C2051/4051单片机编程器的实验
- 0.11 MB | 4次下载 | 免费
- 7蓝牙设备在嵌入式领域的广泛应用
- 0.63 MB | 3次下载 | 免费
- 89天练会电子电路识图
- 5.91 MB | 3次下载 | 免费
本月
- 1OrCAD10.5下载OrCAD10.5中文版软件
- 0.00 MB | 234313次下载 | 免费
- 2PADS 9.0 2009最新版 -下载
- 0.00 MB | 66304次下载 | 免费
- 3protel99下载protel99软件下载(中文版)
- 0.00 MB | 51209次下载 | 免费
- 4LabView 8.0 专业版下载 (3CD完整版)
- 0.00 MB | 51043次下载 | 免费
- 5555集成电路应用800例(新编版)
- 0.00 MB | 33562次下载 | 免费
- 6接口电路图大全
- 未知 | 30320次下载 | 免费
- 7Multisim 10下载Multisim 10 中文版
- 0.00 MB | 28588次下载 | 免费
- 8开关电源设计实例指南
- 未知 | 21539次下载 | 免费
总榜
- 1matlab软件下载入口
- 未知 | 935053次下载 | 免费
- 2protel99se软件下载(可英文版转中文版)
- 78.1 MB | 537791次下载 | 免费
- 3MATLAB 7.1 下载 (含软件介绍)
- 未知 | 420026次下载 | 免费
- 4OrCAD10.5下载OrCAD10.5中文版软件
- 0.00 MB | 234313次下载 | 免费
- 5Altium DXP2002下载入口
- 未知 | 233045次下载 | 免费
- 6电路仿真软件multisim 10.0免费下载
- 340992 | 191183次下载 | 免费
- 7十天学会AVR单片机与C语言视频教程 下载
- 158M | 183277次下载 | 免费
- 8proe5.0野火版下载(中文版免费下载)
- 未知 | 138039次下载 | 免费





 工商网监
工商网监
评论