 电子发烧友App
电子发烧友App


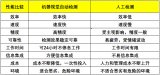
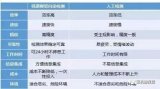
机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础威廉希尔官方网站 。正是由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
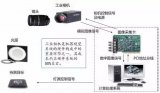
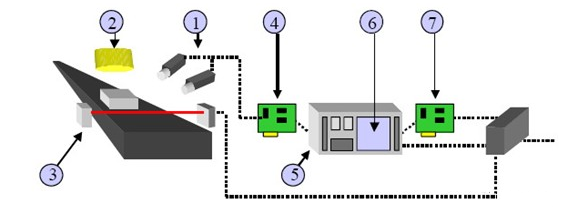
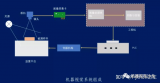
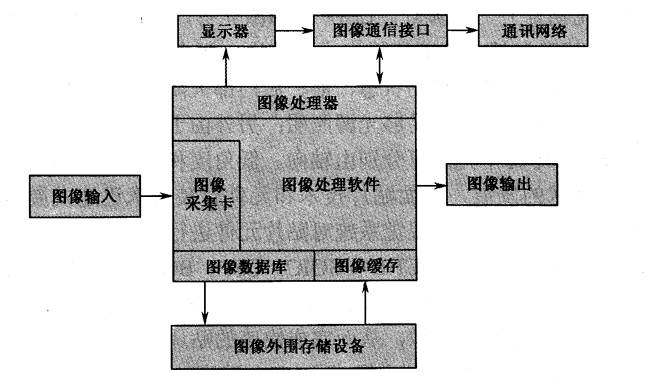
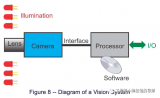
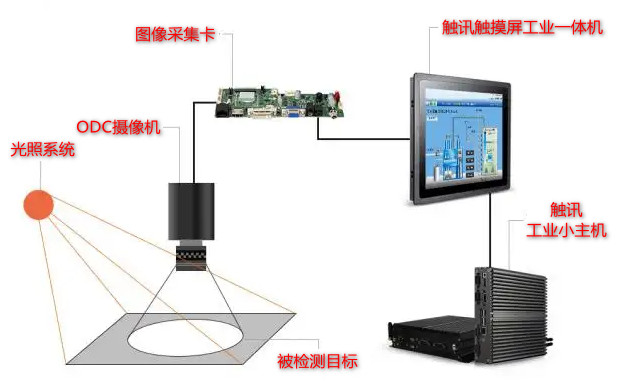
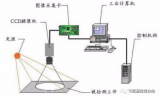
典型的机器视觉系统可以分为:图像采集部分、图像处理部分和运动控制部分。基于PC的视觉系统具体由以下几部分组成:
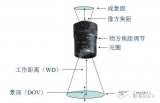
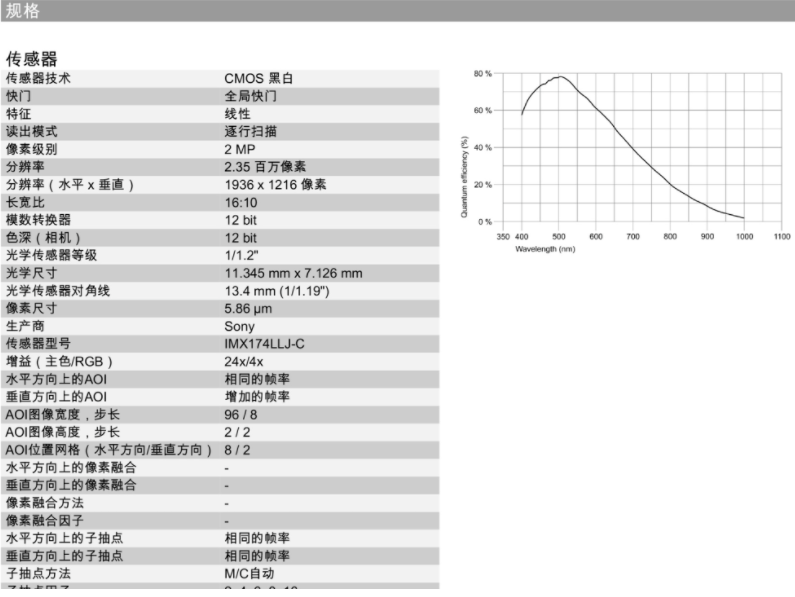
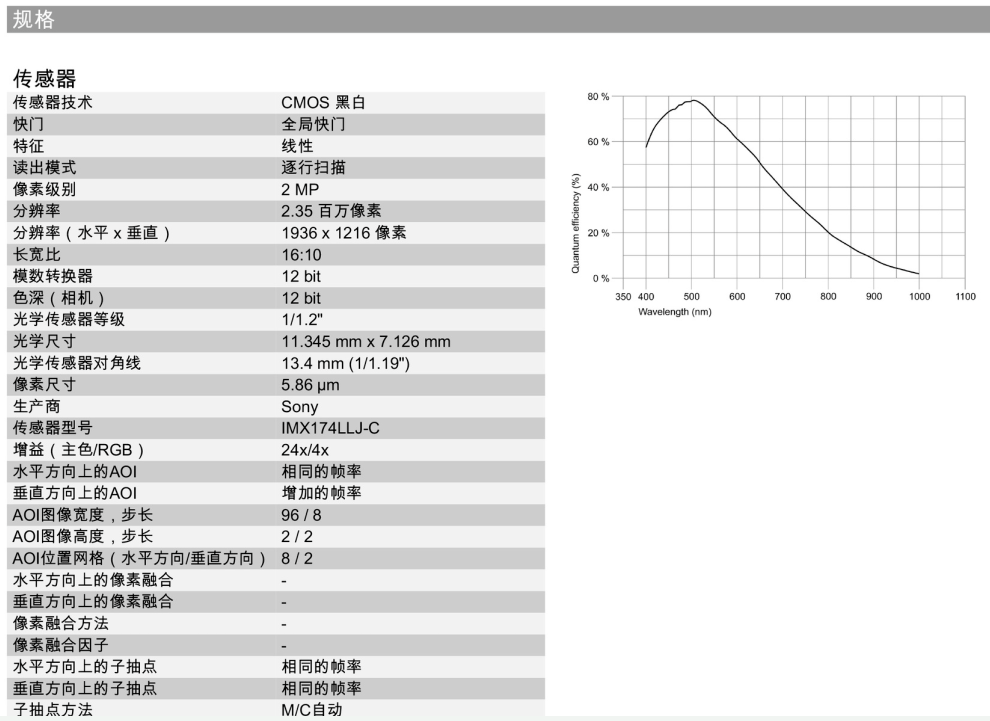
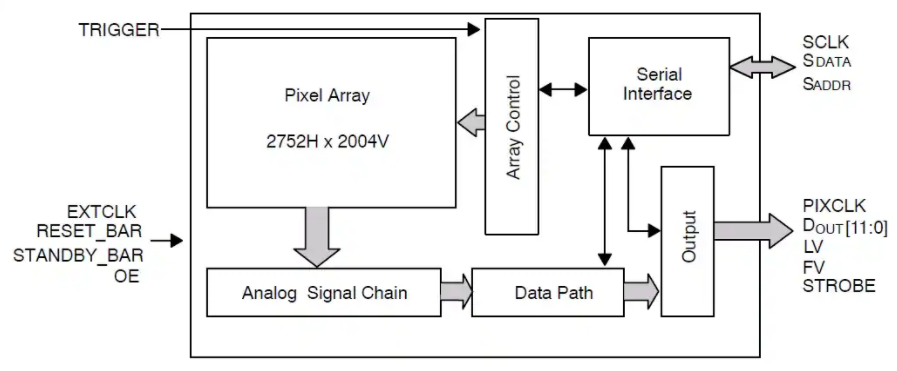
1、工业相机与工业镜头——这部分属于成像器件,通常的视觉系统都是由一套或者多套这样的成像系统组成,如果有多路相机,可能由图像卡切换来获取图像数据,也可能由同步控制同时获取多相机通道的数据。根据应用的需要相机可能是输出标准的单色视频(RS-170/CCIR)、复合信号(Y/C)、RGB信号,也可能是非标准的逐行扫描信号、线扫描信号、高分辨率信号等。
2、光源——作为辅助成像器件,对成像质量的好坏往往能起到至关重要的作用,各种形状的LED灯、高频荧光灯、光纤卤素灯等都容易得到。
3、传感器——通常以光纤开关、接近开关等的形式出现,用以判断被测对象的位置和状态,告知图像传感器进行正确的采集。
4、图像采集卡——通常以插入卡的形式安装在PC中,图像采集卡的主要工作是把相机输出的图像输送给电脑主机。它将来自相机的interwetten与威廉的赔率体系 或数字信号转换成一定格式的图像数据流,同时它可以控制相机的一些参数,比如触发信号,曝光/积分时间,快门速度等。图像采集卡通常有不同的硬件结构以针对不同类型的相机,同时也有不同的总线形式,比如PCI、PCI64、Compact PCI,PC104,ISA等。
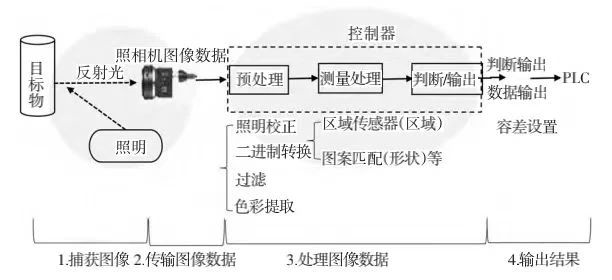
5、PC平台——电脑是一个PC式视觉系统的核心,在这里完成图像数据的处理和绝大部分的控制逻辑,对于检测类型的应用,通常都需要较高频率的CPU,这样可以减少处理的时间。同时,为了减少工业现场电磁、振动、灰尘、温度等的干扰,必须选择工业级的电脑。
6、视觉处理软件——机器视觉软件用来完成输入的图像数据的处理,然后通过一定的运算得出结果,这个输出的结果可能是PASS/FAIL信号、坐标位置、字符串等。常见的机器视觉软件以C/C++图像库,ActiveX控件,图形式编程环境等形式出现,可以是专用功能的(比如仅仅用于LCD检测,BGA检测,模板对准等),也可以是通用目的的(包括定位、测量、条码/字符识别、斑点检测等)。
7、控制单元(包含I/O、运动控制、电平转化单元等)——一旦视觉软件完成图像分析(除非仅用于监控),紧接着需要和外部单元进行通信以完成对生产过程的控制。简单的控制可以直接利用部分图像采集卡自带的I/O,相对复杂的逻辑/运动控制则必须依靠附加可编程逻辑控制单元/运动控制卡来实现必要的动作。
机器视觉应用案例
电池产品视觉检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测。
PCB电路板视觉检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测。
精密部件视觉检测:螺丝、轴承、齿轮等精密部件的长宽高、直径等尺寸测量,划伤、划痕、缺损、等表面缺陷检测。
电子元器件视觉检测:连接器、电容、电阻等的尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等。
食品包装视觉检测:食品包装的外观完整性检测、条码识别、密封性检测;饮料分拣与色选、液体检测,生产日期、保质期字符识别;灌装线上空瓶破损、洁净检测等。
医药包装视觉检测:医药塑料瓶、玻璃瓶的长度、高度、直径等尺寸测量,破损、黑点等缺陷检测。
纺织服装辅料视觉检测:纺织服装辅料(如金属纽扣、塑料纽扣等)的尺寸测量、外观缺陷检测及标签字符检测等。
责任编辑:tzh
































 工商网监
工商网监
评论