 电子发烧友App
电子发烧友App


随着企业信息化建设水平不断提高,ERP系统对企业产品基础数据的要求也越来越高。实践证明,在一些装备制造企业,特别是大中型装备产品制造企业,能否设计出科学合理的制造BOM数据结构,往往会成为ERP实施能否成功的关键。
一、ERP系统对产品基础数据的基本要求
对制造企业来讲,各项核心业务都是围绕产品来展开的。表述产品结构和形成过程的模型是“时间坐标上的产品结构”,而物料清单(Bill of Material)是报表化的物料集成模型。制造BOM(MBOM)的设计过程是工艺工程师根据企业的加工水平和能力,基于工程BOM(EBOM),按照零件在哪里制造、由谁制造、用什么制造的思路进行再设计,然后用流程性语言描述从原材料到零件,再由零件到成品的整个过程,其本质是以信息流(工序和制造结构等信息)为纲,以物流(原材料和零件信息)为载体,规划资金流(料费、工费和管理费等)。因此,如果没有正确完整的物料清单,等于不知道企业产品生产流程,一切业务都将无法有效进行。所以,ERP 系统对产品基础数据的要求是在“时间坐标”上对“产品结构”的“完整”和“正确”描述。
二、大中型装备产品的设计BOM与制造BOM
大中型装备产品的产品结构一般都比较复杂,威廉希尔官方网站 含量比较高,生产流程复杂且长,一般都属于加工装配型生产模式。在产品研发制造过程中,不同阶段的BOM基于表述目标的不同而产生结构迥异的BOM,其不同之处主要表现在以下几个方面。
(1)由于大中型装备产品通常产品结构都比较复杂,所以在产品设计阶段产生的工程BOM(EBOM)通常是按系统和功能块描述产品设计指标和零件与零件之间的设计关系。而在制造阶段,这类产品的制造过程是按专业分工划分,如钣金加工、钢结构焊接、零件加工、装配和试验等。因此在产品或零件加工装配过程中,产品的“整体性”和“系统性”特征并不明显。
(2)因工程BOM(EBOM)以描述产品功能结构、系统指标以及零部件威廉希尔官方网站 规范为目标,简而言之,就是为了说明产品是什么,所以EBOM所描述的是图样或文件的结构关系。其结构中的每条记录描述的是一个零部件的图样或威廉希尔官方网站 规范,是一个虚拟的零件。制造BOM描述的是产品从最小零件制造开始,直至组装完成整个产品的过程,重点是说明产品如何加工。其结构中的每条记录描述的是一个个“真实”的零部件。所谓“真实”就是每个记录所涵盖的内容不但有威廉希尔官方网站 内容,也有工时、材料和费用等管理信息。
(3)大中型装备产品的设计输出文件一般有系统集成方案设计图、机械原理设计图、电气原理设计图、机械接口(装配)设计图、电气接口设计图和部件规范设计等。工程BOM一般也是基于机械接口(装配)设计图和电气接口设计图进行描述的。对某一零部件来讲,其内部组成可能涉及以上所有图样,因此,在制造过程中,须将所有图样中与其有关的内容在一个工序中打包处理(如该零件既有机械装配又有电气装配)。
所以对于大中型装备产品,产品的制造BOM一般不能够直接由工程BOM通过简单的转化,必须重新设计。
三、制造BOM的设计思路与方法
1.一般产品制造 BOM 的设计方法
产品制造结构是以产品加工和组装的制造过程为核心,充分考虑产品结构与工艺流程的相互依存关系,使两者达到高度统一。一般产品的制造BOM设计较为简单,只需对设计结构进行轻微调整,甚至无需调整就可以形成制造BOM,调整的过程一般如图1所示。
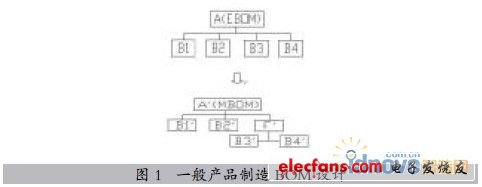
如图1所示,设计结构A由B1、B2、B3和B4组成,而制造结构要考虑A的制造过程,如果在1工作中心将B1和B2先组装,发往2工作中心再进行后续组装,则制造结构增加了F',代表1工作中心交付2工作中心的产品,这样,制造结构与实际的制造组成及工艺流程完全相符。图中编码加“'”表示图号与物料号不相同。
2.大中型装备产品制造 BOM 的设计思路
对于大中型装备产品,又有不同于一般小型产品的特点,如:产品涉及的物料较多,一般在数万项以上,产品周期内更改的可能性大……最关键的是,大中型装备产品的设计结构及出图方式与实际制造组织差异较大,不能通过简单地增加零组件、删除零组件、BOM结构调整和BOM结构细化分解等方式解决。
大中型装备产品的制造BOM设计难度较大。但其基本上都有一个共同的特点:在总组装时,一般习惯以一个骨架或壳体为基础,在不同时间段有不同的工序在这一骨架上进行,或同一骨架需要在不同时间段被移到不同组装台位上作业。在同一台位上也可能存在多工种(如电气钳工、机械钳工或管道工等)交叉作业的情况。所以总组装部分的制造BOM 结构设计难度最大,需要分析整个组装工艺过程、各工作中心的工作任务和在组装台位上的分布情况等。
制造BOM的设计工作流程一般遵从:产品图样分析 →工艺流程设计及优化→制造工序划分→物料分解→分工序制造BOM设计→总成制造BOM设计的设计顺序。
(1)在产品图样分析阶段,工艺人员要与设计人员一起分析,在充分了解设计意图的基础上,结合本单位的各类生产资源,以及制造威廉希尔官方网站 特点制定出科学合理的工艺方案。一个制造企业的整体工艺威廉希尔官方网站 水平会影响工艺方案的质量,方案的质量决定了工艺流程的合理程度或顺畅程度。
(2)工艺流程设计时,既要以图样为基础,又要“抛开”图样,即制造是实现图样的,但过于拘泥于图样也会使工艺师过于考虑产品结构在制造过程的完整性,而影响工艺流程的顺畅性,进而对生产过程的组织带来更大的困难。工艺流程设计是真正的“制造过程”的设计,需要考虑产品的制造流程主要工序(如主要工作台位)。
(3)制造工序划分,主要是按照计控单元对工艺流程做进一步细化和具体。在这个阶段要兼顾到零件制造的专业性和完整性,若过于强调专业性,会使工艺人员因为制造结构的过于分散而使整个设计工作复杂化。同一零部件的加工制造工序,应尽量减少在不同计控单元之间的往复流转。
(4)物料分解是以制造工序为单元,对工程BOM中的物料以及工艺物料(如毛胚或工艺用料等)进行重新组合和划分,以组成新的面向制造组织的“工序结构”。
由于大中型装备产品结构复杂,零部件种类和数量较多,为简化制造BOM的设计难度和复杂度, 可将整个制造BOM按大部件(或主要流程)划分为若干个子工序或分工序等独立的制造单元,分别设计分工序制造BOM,最后将分工序制造BOM集成为完整的总成制造BOM。
四、大中型装备产品制造 BOM 设计应用实例
现以 HXD2 系列大功率交流传动电力机车对制造BOM的设计过程进行解析。
HXD2系列大功率交流传动电力机车是当今最先进的新型模块化设计的机车之一,是典型的大型轨道运输装备产品。该机车由车体、转向架、主变压器、主变流装置、司机室设备、制动系统和车顶设备等主要部件组成。制造工艺采用了以车体为基体,按各主要部件在车体上的装配顺序划分为五个流水化装配台位。每个台位所承担的工作内容是按优化后的工艺流程确定的,每个台位就是一个计控单元或班组,是物料组织和工作内容相对单一(如单一的装修、管路装配或设备安装等)的基础组织单元。各装配台位按集成化工序单元设计,实现了机车装配工序内独立和完整,工序间衔接紧密,从而为实现物流按装配工序打包、按不同工作台位错时配送成为可能。这完全符合现代大中型装备产品工业化制造的先进工艺理念。
从以上HXD2型电力机车装配工艺流程的描述中可以看出,该机车的制造(流程)结构的描述与产品威廉希尔官方网站 (结构)描述差异巨大。产品威廉希尔官方网站 的描述更侧重于产品功能性、系统性和主要威廉希尔官方网站 参数;而装配工艺流程(信息流)则具体反映了机车制造过程中实际的物流线路。所以以装配工艺流程为基础描述产品(制造)结构的BOM,才能够真正满足ERP系统要求的“时间坐标”上的“完整、正确”的产品基础数据。
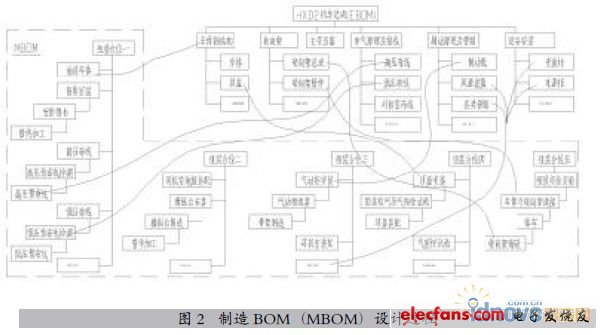
在HXD2机车制造BOM设计中,完全打乱了工程BOM的原有结构,台位1的工作内容主要为整车高低压布线,台位2 的工作内容主要为司机室装修与装配,台位3的工作内容主要为制动设备的安装与装配等。这些变化是由产品主管工艺师在工艺流程的基础上,识别图样上每个零件在制造过程中的哪个工序,将图样上的每个零件按制造或装配工序重新组合,进而形成新的制造BOM(MBOM)。其设计方法和过程如图2所示。
按以上方法设计的制造BOM模型虽然能够满足ERP系统要求,但是由于每个工作台位之间是串行关系,就HXD2机车而言,最多时其结构多达20余层。这样会带来几个问题:一是不能表达同时作业,并会影响领料时间;二是会产生大量的中间过程件,加大了工单汇报工作量;三是使制造结构复杂性大大提高,增加MRP运算量及出错几率。
采用适当威廉希尔官方网站 处理,简化中间环节,就可以解决上面的问题。将各组装台位以“虚件”的形式在制造BOM结构中视为独立组装,将串行结构改为并列结构,这样既可以简化结构,减少MRP运算及工单汇报量,又可以保证各组装台位所在的工作中心同时领料、开工和作业,与实际情况完全相符。按简化制造BOM模型设计的机车制造BOM中,台位之间区分间隔期,间隔期的长短与各台位实际的 组装时间相同,这样就可以达到台位内部同时领料,台位之间区分领料先后次序的目的,在实际操作中,也可以形成按台位(甚至按不同台位的不同工序)分别配料的物料配送方法。
五、大中型装备产品制造BOM数据的管理与维护
对于小型产品,数据基本是由几个人甚至一个人维护,管理难度较小,但对于大中型机电产品,制造BOM数据多且结构复杂,要由多人甚至几个独立工作单元来维护,各自负责不同的部分,这就使得数据管理难度加大,且集中表现在各部分之间的信息沟通上。
1.首次设计
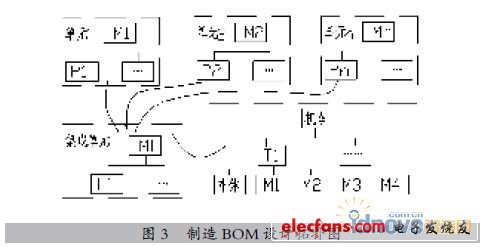
在制造BOM初次设计时,各单元完成后,要确定最后集成的工作单元,其他单元要向其提供各部分的部件制造BOM及物料号,由其进行制造BOM整体结构的确定和连接,形成最终产品制造BOM(图3)。
2.后期维护
大中型装备产品制造BOM维护阶段,由于产品结构比较复杂,制造期的更改频繁并且类型多样。很多时候出现这样的情况:生产计划已经下达很多台,工单也已经开始流转,客户又提出后续台份的产品配置需要调整。按照正常情况,应该设计两个批次制造BOM,假设一个批次对应前15台,后一个批次则对部件的各级父件做变号处理,形成新的制造BOM。但在生产计划已经下达的条件下,新设计制造BOM会造成前15台车的大部分的计划作废,重新下达,其操作难度和工作量不可想象,需要考虑新的应对方案。
若采用“标准BOM+更改BOM”形成批次BOM甚至台车BOM的修改模式,就可以很好地解决这一问题。
ERP系统管理的核心内容是制造BOM中的物料,制造BOM的更改可以抽象为两种类型:品种的增加和减少,数量的变更可以分解为两种情况的组合。一般情况下,是将第一次设计的投入批量生产的制造BOM作为标准制造BOM。在第一批次投料生产过程中若有更改时,将需要更改的部件(或所须变更的零件的上一级父件)作为更改的主体。设计更改BOM,就是将这种增加或减少拿到标准制造BOM之外进行,所有的更改都不影响标准制造BOM数据及相应的生产计划。更改BOM首先要确定物料的变更情况,其次要明确变更物料涉及的各个工作中心,最后为各工作中心单独设计BOM。增加的物料在BOM数据中以正数出现,减少的物料以负数出现。特别要注意的是,更改BOM工序的首个工作中心为领料工作中心。更改的制造BOM可能有多个,这样“标准BOM+更改BOM”就可以形成批次BOM。批次BOM还可以细化成台车BOM,它不参与MRP运算,但极大地方便了各种汇总、查询及工单更改。
由于大中型装备产品结构复杂,制造周期相对较长,频繁而细微的变更又在所难免,所以在设计“更改BOM”时应注意以下几个方面的问题。
(1)采用“标准BOM+更改BOM”形成批次BOM的模式,只适用于PDM系统与ERP系统通过“中间表”集成产品基础数据的方案。
(2)相对独立的“变更BOM”在ERP系统中应单独实施计划,影响范围只涉及相关工作单元,通过人工干涉完成。
(3)每个批次BOM的生产数量不宜过大,否则若“变更BOM”数量过多,势必影响生产现场的管理。每个批次BOM所包含的产品数量可随产品制造的成熟程度逐步增加。
(4)在第一个批次BOM 计划实施结束后,下一个新批次的BOM应是将以前所有变更全部消化到产品制造结构中的新制造BOM。
(5)使用PDM系统设计制造BOM 时,每次的变更可与ERP系统分开执行,在ERP系统采用“标准BOM+更改BOM”的形式。而在PDM系统中,制造BOM可直接更改在结构中,使该系统中的制造BOM始终维持是最新、最正确和最完整的,以符合产品的配置管理要求。
六、小结
从本文提出的大中型装备产品制造BOM的设计与维护的一般方法与实现过程不难看出,①产品工艺师不仅是产品制造BOM设计的主要承担者,更是影响企业信息化发展的关键人员。②制造企业的工艺威廉希尔官方网站 及其管理水平决定了信息化的推广应用层次和深度。













 工商网监
工商网监
评论