 电子发烧友App
电子发烧友App


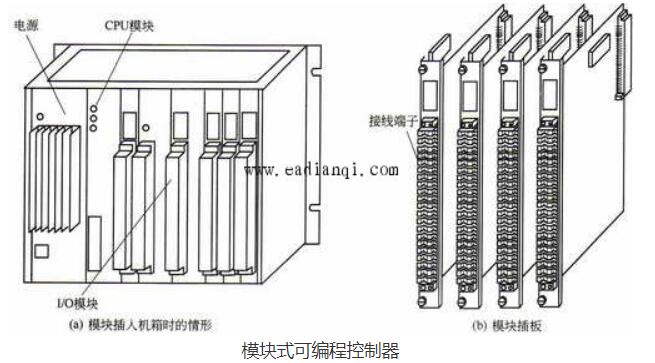
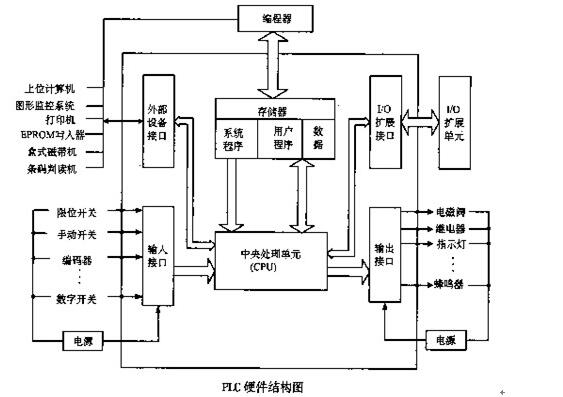
可编程控制器(PLC)是一种以微处理器为核心的用于逻辑控制的专用计算机,它照顾到现场电气操作和维护人员的技能习惯,以计算机软件威廉希尔官方网站
构成人们惯用的继电器模型,摒弃了微机常用的计算机编程语言的表达形式,独具风格地形成一套以继电器梯形图为基础的形象编程语言和模块化的软件结构,用户不一定掌握多少计算机知识,根据PLC说明书的提示,就可以按照继电器梯形图和逻辑代数式来直接编程。因此,它具有继电器电路的直观性,方便易学,编程调试都很容易,破除了人们对“电脑”有神秘感的心理障碍,PLC威廉希尔官方网站
又充分利用了微处理器的优点来满足各种工业领域的实时控制要求,它可以自由地使用由计算机软件构成的内部继电器,计时器,计数器等逻辑功能,对输入信号和内部各继电器,计时器,计数器的接点可多次调用,使编程更加灵活,它不因被控对象的程序改变而过多地更改硬件和联线,往往只需修改用户程序,即可满足新的工艺要求,这是继电器和顺序控制器构成的控制装置所无法比拟的。在使用寿命方面,PLC也远远超过继电器-接触器控制系统。因此,使控制系统更加安全可靠,减少了因故障造成的停机时间,降低了维护费用,提高生产效率。现在自动模切机上对可编程控制器的应用,证明了PLC威廉希尔官方网站
必将在各行各业被广泛应用。
唐山玉印印刷机械有限公司的主导产品自动模切压痕机,原采用继电器-接触器控制系统,由于该机自动化程度要求很高,电器元件很多,使得原系统庞杂,接线不便,安装困难,可维护性较差,各种因素综合作用,原机控制系统不太可靠,调试也相当困难。同时,由于控制威廉希尔官方网站 落后,使得整机档次低,竞争能力不强,只能靠低售价(相对而言)占领市场,1989年8月始,经与日本太阳公司合作,对其控制系统进行根本的改造,应用了PLC威廉希尔官方网站 ,使自动模切压痕机面貌焕然一新,大大提高了可靠性和自动化程度,消化吸收后,很快在系列机型(MY680A,MY720,MY920A,MY1020,TYM1020)上遍地开花,结出累累硕果。为了便于介绍PLC在自动模切机上的应用,先将自动模切机对电气控制系统的要求简单介绍一下:
该机要求具有自动给纸,自动模切,自动收纸,自动计数,故障停车报警,以及各种安全保护等功能,现分析如下:
(1)自动给纸:操作者将待加工的纸板码好堆放在给纸台上,通过飞达吸嘴将纸板一张一张地送到输纸板上,一张压一张地随传送带前进。随着纸张不断送出,纸堆高度逐渐降低,当低到某一高度时,通过自动升纸机构使一接近开关动作,使电机带动给纸台升高,继续给纸,如此循环不断,直至将纸板全部送出,从而实现自动给纸。本部分还要求能手动上升,下降给纸台。
(2)自动模切:输纸传送带上的纸板到达模切部后,必须经前挡规,侧拉规给纸板定位,并且电气检测无误后,由叼纸牙排上的叼纸牙将纸板带到模切版下,通过曲轴四联杆机构,带动下平台合压后加工完成,再由主链条带动牙排将加工后的纸板带到收纸台部位。
(3)自动收纸:加工后的纸板到达后,通过开牙机构将叼纸牙打开,纸板落在收纸台上,随着不断收纸,收纸台上纸堆高度不断增加,使得对射光电开关遮光动作,收纸台自动下降一段距离,光电开关复位,如此循环不断,实现自动收纸。
(4)自动计数:纸板被牙排带出模切部分后通过反射式光电开关检测,再与调时光电开关配合,实现有纸时计数,无纸时不计数。另外还可设有预置计数器,到达预置数时,发出信号,在纸堆中插入纸条,以便后来按预置数包装半成品。
(5)故障停车报警及安全保护设置:该机设有给纸超高,双张,纸张歪斜,不到位,积纸,纸落,前后锁版,前后窗,平台抽出,收纸异常,左右链,油压异常等各种保护安全开关。这些开关中的任何一个发生故障均要求立即停车,每个开关动作后,在面板的interwetten与威廉的赔率体系 板上都有相应的红色二极管发出报警指示,便于操作者排除故障,缩短故障停机时间。另有其它诸多功能,限于篇幅,在此不作介绍。以上诸多功能,在未用PLC以前大部分均已实现,但就是不可靠,出了故障,维修困难。
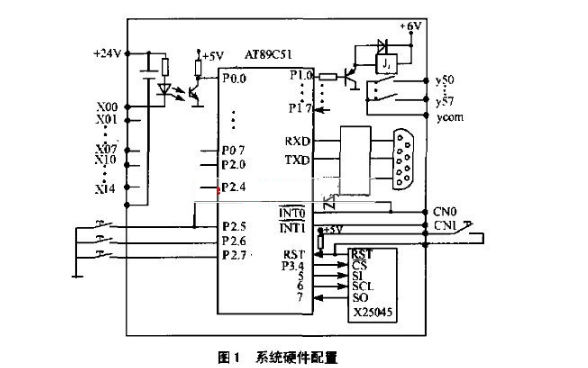
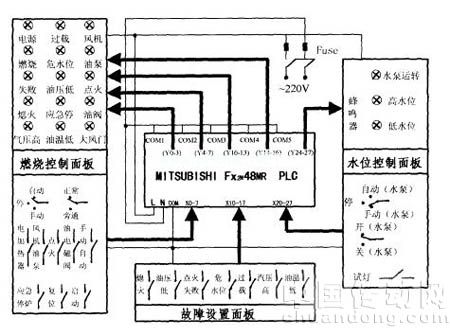
根据自动模切机对电气控制系统的要求,分别计算PLC需要的输入点和输出点,并据此给PLC控制系统选择配置硬件。经过计算选定富士NB系列主机和扩展作为该机的控制配置,又考虑到本机应用的有源传感元件较多,PLC自身24V容量有限,又配置了直流稳压电源(3A,24V)。系统配置完成后,即着手编制PLC程序,由于该机程序较长,在此只将其中突出反映PLC应用特点的部分程序段列出如下:
1.复位控制程序:该机大量应用转换开关,即不能自动复位的旋钮开关,没有失电保护,如停电时开关在“ON”位置,送电后执行机构马上动作,这种非人为控制动作,极易造成设备和人身事故。经仔细阅读PLC说明书后,发现其专用继电器M8011有此特点,亦称“复位标志”,因此有如下程序,应用后效果较好。
X000为主电机启动 X001为油泵启动 X006为模切纸张 X00D为收纸上升
X00E为收纸下降 X012为给纸上升 X013为给纸台下降
以上送电前任一个开关接通都使M0001闭合,M0001的常闭点串在各接触器回路中都不能动作,只有将各开关全部放在“OFF”位置,才可操作机械。
2. 气泵控制别具一格:气泵是模切机传送纸张的重要部件,一般的做法是用一个启动控制按钮,一个停止按钮来控制,但由于按钮太多,增加成本不说,控制面板位置也有限,不好安排。这种情况下,编出如下程序解决了问题。重要的是没有多用一个元件,只用软件实现了功能要求。它的特点是按下启动按钮,气泵启动,再按一下这个按钮,气泵电机停止。如果不用PLC,实现此功能较困难。
X015为气泵按钮M0010为前沿微分 X051为给纸超高
X018为气泵热保护 X064为气泵调时开关 Y072为气泵输出
工艺要求,按下气泵按钮后,只有当吸嘴靠近纸面时才能供气。
3.纸落停车(程序3):自动模切压痕机因模切压力大,速度高,经常出现散版,散活等现象,一旦加工后的活不能完整地取出来,将会出现大量废品,造成浪费。另外对设备,模切版都有百害而无一利,多年来一直在探讨解决办法,使用PLC后,这个问题就不难解决了。程序如下:
X066为前规调时,此时为纸张到位检测时刻
X067为计数调时,此时为计数检测纸张时刻
X055为空车开关,兼纸张进入
X060为计数反射光点开关,兼纸张输出
M8017为秒脉冲信号,(通1秒,断1秒)
通过以上程序不但可检测出纸落现象,还可判断计数光电开关正常工作与否,如工作不正常,则发光二极管(Y02D输出)闪烁。
随着PLC的广泛应用,对PLC的了解也越来越深刻,发现其内部功能甚多,还应不断予以开发利用,这是在不提高成本情况下,提高产品性能,增强产品的竞争力。以上如有不妥之处,请有关专家指正
唐山玉印印刷机械有限公司的主导产品自动模切压痕机,原采用继电器-接触器控制系统,由于该机自动化程度要求很高,电器元件很多,使得原系统庞杂,接线不便,安装困难,可维护性较差,各种因素综合作用,原机控制系统不太可靠,调试也相当困难。同时,由于控制威廉希尔官方网站 落后,使得整机档次低,竞争能力不强,只能靠低售价(相对而言)占领市场,1989年8月始,经与日本太阳公司合作,对其控制系统进行根本的改造,应用了PLC威廉希尔官方网站 ,使自动模切压痕机面貌焕然一新,大大提高了可靠性和自动化程度,消化吸收后,很快在系列机型(MY680A,MY720,MY920A,MY1020,TYM1020)上遍地开花,结出累累硕果。为了便于介绍PLC在自动模切机上的应用,先将自动模切机对电气控制系统的要求简单介绍一下:
该机要求具有自动给纸,自动模切,自动收纸,自动计数,故障停车报警,以及各种安全保护等功能,现分析如下:
(1)自动给纸:操作者将待加工的纸板码好堆放在给纸台上,通过飞达吸嘴将纸板一张一张地送到输纸板上,一张压一张地随传送带前进。随着纸张不断送出,纸堆高度逐渐降低,当低到某一高度时,通过自动升纸机构使一接近开关动作,使电机带动给纸台升高,继续给纸,如此循环不断,直至将纸板全部送出,从而实现自动给纸。本部分还要求能手动上升,下降给纸台。
(2)自动模切:输纸传送带上的纸板到达模切部后,必须经前挡规,侧拉规给纸板定位,并且电气检测无误后,由叼纸牙排上的叼纸牙将纸板带到模切版下,通过曲轴四联杆机构,带动下平台合压后加工完成,再由主链条带动牙排将加工后的纸板带到收纸台部位。
(3)自动收纸:加工后的纸板到达后,通过开牙机构将叼纸牙打开,纸板落在收纸台上,随着不断收纸,收纸台上纸堆高度不断增加,使得对射光电开关遮光动作,收纸台自动下降一段距离,光电开关复位,如此循环不断,实现自动收纸。
(4)自动计数:纸板被牙排带出模切部分后通过反射式光电开关检测,再与调时光电开关配合,实现有纸时计数,无纸时不计数。另外还可设有预置计数器,到达预置数时,发出信号,在纸堆中插入纸条,以便后来按预置数包装半成品。
(5)故障停车报警及安全保护设置:该机设有给纸超高,双张,纸张歪斜,不到位,积纸,纸落,前后锁版,前后窗,平台抽出,收纸异常,左右链,油压异常等各种保护安全开关。这些开关中的任何一个发生故障均要求立即停车,每个开关动作后,在面板的interwetten与威廉的赔率体系 板上都有相应的红色二极管发出报警指示,便于操作者排除故障,缩短故障停机时间。另有其它诸多功能,限于篇幅,在此不作介绍。以上诸多功能,在未用PLC以前大部分均已实现,但就是不可靠,出了故障,维修困难。
根据自动模切机对电气控制系统的要求,分别计算PLC需要的输入点和输出点,并据此给PLC控制系统选择配置硬件。经过计算选定富士NB系列主机和扩展作为该机的控制配置,又考虑到本机应用的有源传感元件较多,PLC自身24V容量有限,又配置了直流稳压电源(3A,24V)。系统配置完成后,即着手编制PLC程序,由于该机程序较长,在此只将其中突出反映PLC应用特点的部分程序段列出如下:
1.复位控制程序:该机大量应用转换开关,即不能自动复位的旋钮开关,没有失电保护,如停电时开关在“ON”位置,送电后执行机构马上动作,这种非人为控制动作,极易造成设备和人身事故。经仔细阅读PLC说明书后,发现其专用继电器M8011有此特点,亦称“复位标志”,因此有如下程序,应用后效果较好。
程序示意图1
X000为主电机启动 X001为油泵启动 X006为模切纸张 X00D为收纸上升
X00E为收纸下降 X012为给纸上升 X013为给纸台下降
以上送电前任一个开关接通都使M0001闭合,M0001的常闭点串在各接触器回路中都不能动作,只有将各开关全部放在“OFF”位置,才可操作机械。
2. 气泵控制别具一格:气泵是模切机传送纸张的重要部件,一般的做法是用一个启动控制按钮,一个停止按钮来控制,但由于按钮太多,增加成本不说,控制面板位置也有限,不好安排。这种情况下,编出如下程序解决了问题。重要的是没有多用一个元件,只用软件实现了功能要求。它的特点是按下启动按钮,气泵启动,再按一下这个按钮,气泵电机停止。如果不用PLC,实现此功能较困难。
X015为气泵按钮M0010为前沿微分 X051为给纸超高
X018为气泵热保护 X064为气泵调时开关 Y072为气泵输出
工艺要求,按下气泵按钮后,只有当吸嘴靠近纸面时才能供气。
程序示意图2
3.纸落停车(程序3):自动模切压痕机因模切压力大,速度高,经常出现散版,散活等现象,一旦加工后的活不能完整地取出来,将会出现大量废品,造成浪费。另外对设备,模切版都有百害而无一利,多年来一直在探讨解决办法,使用PLC后,这个问题就不难解决了。程序如下:
程序示意图3
X066为前规调时,此时为纸张到位检测时刻
X067为计数调时,此时为计数检测纸张时刻
X055为空车开关,兼纸张进入
X060为计数反射光点开关,兼纸张输出
M8017为秒脉冲信号,(通1秒,断1秒)
通过以上程序不但可检测出纸落现象,还可判断计数光电开关正常工作与否,如工作不正常,则发光二极管(Y02D输出)闪烁。
随着PLC的广泛应用,对PLC的了解也越来越深刻,发现其内部功能甚多,还应不断予以开发利用,这是在不提高成本情况下,提高产品性能,增强产品的竞争力。以上如有不妥之处,请有关专家指正












 工商网监
工商网监
评论