 电子发烧友App
电子发烧友App


施耐德Quantum PLC在曲轴调质热处理生产线的应用
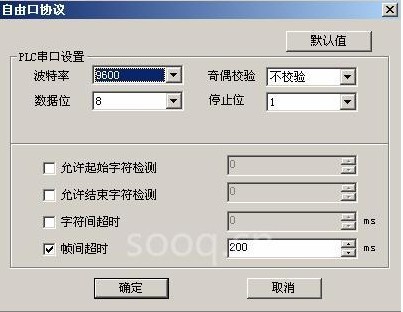
曲轴调质热处理生产线采用了施耐德PLC、Unity Pro软件及人机界面等,简单的操作、精确的控制,满足了生产工艺的要求。该系统对数据的采集、分析的处理快而准,通过DCS自动控制系统主要起集中操作、监控与管理作用,工业控制机和触摸屏通过RS485和RS232通讯网络分别与PLC控制器、变频调节系统等实现自动控制。
关键词:施耐德PLC 锻造 调质热处理 Unity Pro软件
概述
公司2000年从国外引进一条锻造自动化生产线,年生产能力10—15万支曲轴,“锻造”作为金属加工的主要方法和手段之一,在国民经济中占有举足轻重的地位,是装备制造业,特别是机械、汽车行业,以及军工、航空航天工业中的不可或缺的主要加工工艺,随着经济结构调整的不断深化,作为支柱产业的汽车制造业的大发展,为我国的锻造业营造了非常好的机会。近几年在设备制造威廉希尔官方网站
和加工威廉希尔官方网站
上都取得很大的进展,行业的竞争力得到提升。某些威廉希尔官方网站
水平已进入世界先进行列。这得益于威廉希尔官方网站
研究的投入,尤其是共性、基础性威廉希尔官方网站
研究的成果发挥了不可逾越的作用。
年公司投资几百万兴建了曲轴调质热处理生产线,年调质热处理曲轴15万支。公司与山东大学、北京自动化研究所及杭州二院等威廉希尔官方网站
合作,为我公司的热处理线奠定了坚实的基础。该生产线采用了先进的施耐德PLC、触摸屏、Unity Pro软件、人机界面等产品,为控制系统提供可靠的保证。
金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量,而这一般不是肉眼所能看到的,为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是必不可少的。钢铁是机械工业中应用最广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
调质处理quenching and tempering:一般习惯将淬火加高温回火相结合的热处理称为调质处理。调质处理广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。调质处理后得到回火索氏体组织,它的机械性能均比相同硬度的正火索氏体组织为优。它的硬度取决于高温回火温度并与钢的回火稳定性和工件截面尺寸有关,一般在HB200—350之间。
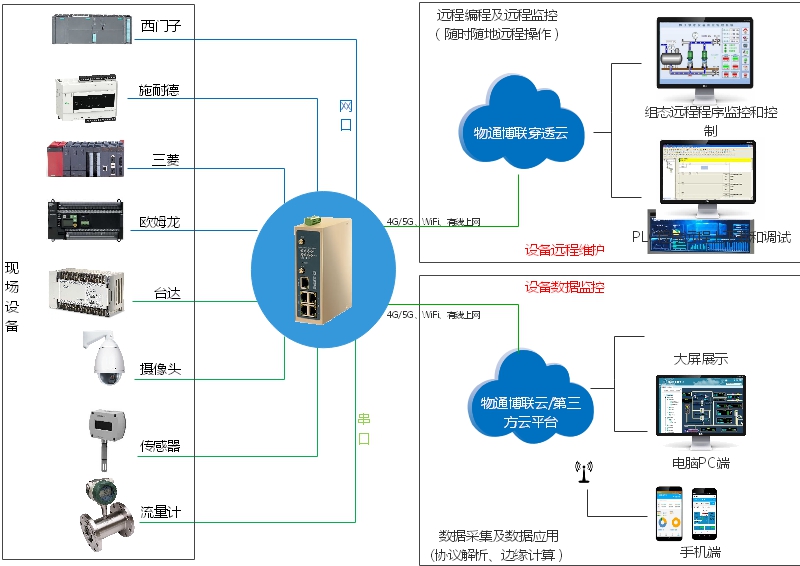
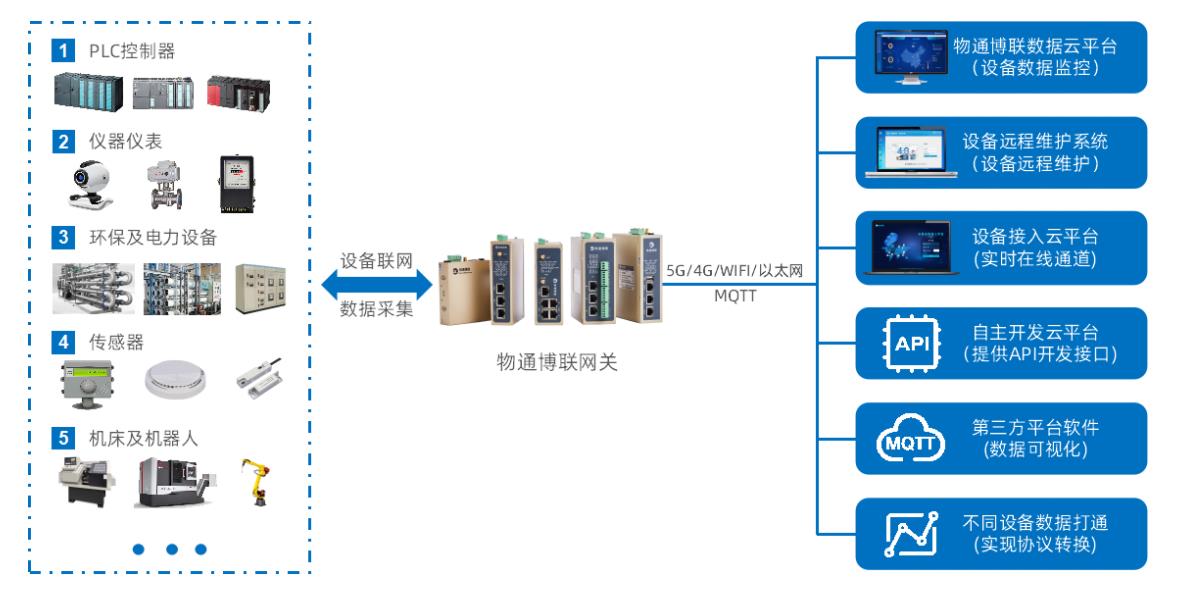
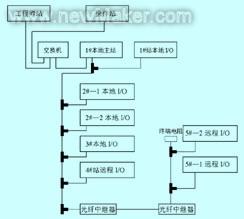
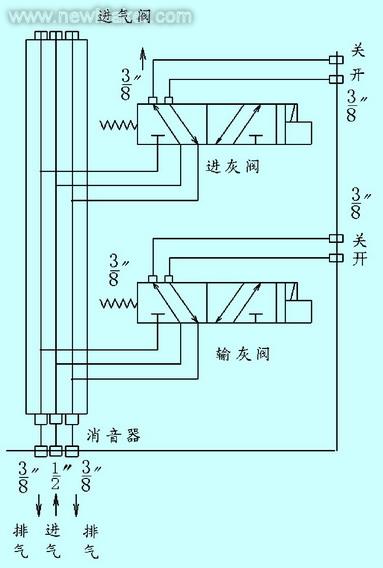
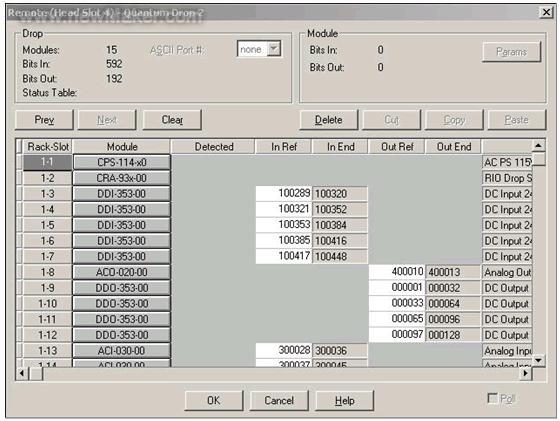
配置图

工艺描述及控制系统
1、淬火加热工艺曲线

淬火冷却工艺要求:
淬火转移时间:≤35秒
曲轴垂直进入淬火液内时间:≤3秒
淬火液使用温度范围:35-45℃(短时间内温升≤5℃)
2、回火加热工艺曲线

回火后冷却工艺要求:
工件起始温度:620℃,终止温度:50℃
冷却方式:采用吹风喷雾双结合快速冷却
锻钢曲轴调质热处理生产线整套自控系统由于采用了先进的DCS自动控制系统和施耐德PLC、触摸屏、变频器及各种检测元器件后,使整条锻钢曲轴调质热处理生产线的工艺流程、热处理精度、自控操作水平都达到国内先进水平,确保了产品的热处理质量和系统的可靠性。
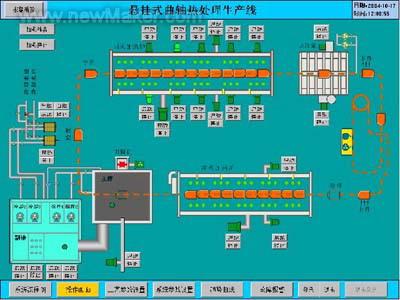
采用Unity Pro软件的多媒体动态威廉希尔官方网站
,把通讯、动态图象、语音、文字表格和各种控制威廉希尔官方网站
融合在一起,采用全中文显示和引导以及语音提示,具有良好的人机互交、参数采集、动画显示、语音报警等功能。该系统流程图画面如图1

按操作画面按扭时出现如图2的画面
这些操作都是通过工业控制机来对设备进行操作的,简单的操作大大的提高了生产的效率。
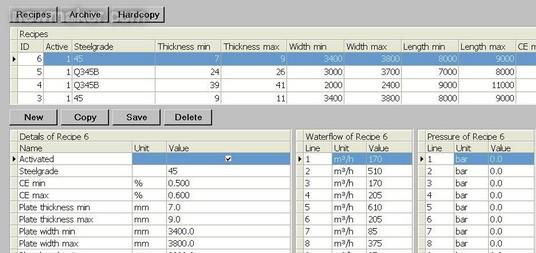
在工艺参数设置画面上,可以进行淬火和回火炉的温度设定、手自动切换、手动时输入开度、温度上下偏差值、工艺节拍、喷雾冷却时间、入淬时间、沥水时间都可以进行修改。也就是画面中的颜色为紫色标题的不可以进行数据修改。如图3

当打开触膜屏电源时,触膜屏监控系统自动进入开始画面。和一些参数的设置如下图

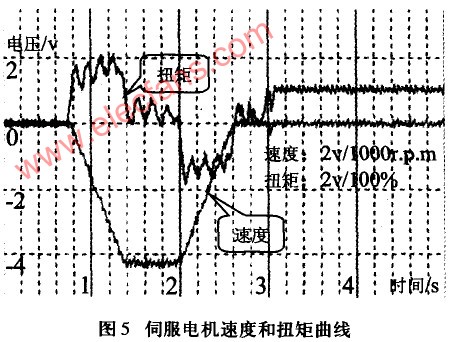
自动采集分析温度的曲线如下图

应用总结
该生产线采用威廉希尔官方网站
先进、性能稳定的施耐德工控产品外,还得到了施耐德工程威廉希尔官方网站
人员的大力支持和配合。系统在开放式控制、数据的采集和分析、可编程控制器、软件编程等方面得到了最大的体现。各项参数和性能都满足生产要求,在运行一两年里系统的稳定、维护方便的特点得到了用户的充分的肯定。
现场图片
参考文献
1、中国第一汽车集团公司编写 《机械工程材料手册》第五版 机械工业出版社 1998 12
2、机械工业职业技能鉴定指导中心编写 《中级锻造工威廉希尔官方网站
》机械工业出版社 1999 8


























 工商网监
工商网监
评论