 电子发烧友App
电子发烧友App


先进控制威廉希尔官方网站 在涂装工艺设备上的应用
在轿车涂装生产线上,工艺设备主要分如下几大类:前处理设备、电泳设备、烘房设备(电泳/PVC/中涂/面漆/水性漆烘房)、喷房设备(由供风空调、室体和除渣系统组成)、厂房及工位供风系统设备、输调漆/供胶/供蜡系统设备、制冷系统设备和DI水(去离子水)系统设备。由于工艺设备分布广泛,且大多分布在不同的楼层层面,有鉴于此,目前国内先进涂装生产线工艺设备大多采用了三层控制网络布局(以太网、现场总线和分布式I/O),图1是目前涂装工艺设备较典型的先进控制系统图。

图1 工艺设备控制系统图
工艺设备PLC控制分组
根据工艺路线布局以及就近控制原则,涂装车间整个工艺设备大致可以分成如下控制组:
控制组1:前处理设备;
控制组2:电泳设备;
控制组3:电泳整流电源设备;
控制组4:电泳烘房设备;
控制组5:PVC烘房设备;
控制组6:中涂喷房(供风空调、室体照明、排风和除渣系统)+中涂水性漆烘房;
控制组7:中涂烘房设备;
控制组8:面漆BC/CC喷房(供风空调、室体照明、排风和除渣系统)+BC水性漆烘房;
控制组9:面漆烘房设备;
控制组10:厂房供风/排风;
控制组11:工位(供风/照明/排风);
控制组12:制冷系统设备;
控制组13:DI水系统设备;
控制组14:输调漆系统设备。
每个控制组都单独设有PLC,系统较大的可以选用如SIMENSE S7 414-2DP/PN PLC,系统较小的可以选用如SIMENSE S7 317-2DP/PN,以上两类PLC都可以兼容SIMENSE Profinet网络。控制组内的各模块单元控制柜设有分布式I/O,如SIMENSE ET200S。控制组与上层中控室通讯采用工业以太网,控制组之间通讯采用现场总线耦合器,如SIMENSE DP/DP COUPLE。控制组内的模块单元通过现场总线与PLC进行通讯,如SIMENSE Profibus-DP现场总线。
图2 烘房温控系统
先进的启动方式及控制模式
在轿车涂装车间,相对输送设备来说,工艺设备上的水泵、风机电机功率和启动电流普遍都较高,如前处理、电泳槽体主循环泵电机功率大都是18.5kW、22kW,有些可达到30kW或45kW;烘房系统主循环风机电机功率大都是45kW,有的可达到75kW;喷房系统供、排风风机电机单台可达到160kW。软启动器/变频器具有启动平稳、启动电流小和节能等特点,可以选用以下控制原则,对于功率≤18.5kW的水泵、风机电机采用空气开关+接触器直接启动方式;对于功率>18.5kW的水泵、风机电机采用软启动器启动方式,如DANFOSS MCD2800、MCD3000系列软启动器;对于一些工艺参数需要自动调整的风机、水泵,如前处理磷化除渣主循环泵,烘房废气燃烧循环风机,喷房系统供风空调加湿喷淋泵,喷房系统供、排风循环风机等,需要采用变频器进行控制,如DANFOSS VLT5000系列变频器,变频器带Profibus-DP现场总线接口。
根据工艺的要求,工艺设备上的水泵、风机启停有其固有的先后循序,并且启动后其运行是连续、不间断的,工艺参数也是根据所设定的参数值自动进行调整的,针对此特点,可以对涂装车间所有工艺设备在中控室采用中央启、停控制模式,通过对不同的工艺设备设定不同的启、停时间来自动启、停工艺设备。除了设定远程中央启、停控制模式外,为防止控制组PLC与中控室之间通讯发生故障,在控制组PLC也要设有本地控制模式用于自动启、停其所控制的设备。
先进的工艺参数管理控制系统
在轿车四大工艺当中,涂装工艺是较为复杂的,有很多环节、工序和工艺参数影响着车身油漆质量,水、电和气等各种公用动力几乎贯穿整个涂装工艺,具体来说,在以下领域先进控制威廉希尔官方网站
被广泛应用以实现对涂装工艺参数进行设定、修改。
1. 槽液液位的自动控制:在前处理、电泳槽,喷房刮渣系统槽,制冷设备、纯水设备水箱,设有液位计,用于测量液位,可以与电磁阀、电动阀或水泵进行联锁从而实现对液位的自动控制。目前用的较多的是静压式液位计,部分污水坑用的是电极式液位计。
2. 温度的自动控制:在前处理脱脂、磷化和表调槽槽液,电泳槽槽液,烘房的气封、加热、保温区,空调机组的制冷、加热区,输漆系统油漆温度、液压泵液压油温度需要根据设定值进行控制,一般设有感温热电耦PT100用于测量温度,并与电动阀、伺服电机等进行联锁,从而实行对温度的控制。烘房温控系统如图2所示。
3. 湿度的自动控制:喷房湿度需要根据设定值进行控制,一般在供风机组出风区设有湿度传感器用于测量供风湿度,并与供风机组喷淋区变频控制的水泵进行联锁,从而实行对湿度的控制。
4. 电压、电流的自动控制:在电泳工艺,一般直流电源供给是分多段的,不同的车型在每一段上其电压、电流值都是可设定的,车型在入电泳槽前识别后,然后根据设定的电压、电流程序,在每一段供给车身所需的不同电压、电流值。
5. 工艺参数的设定、修改:目前较为简便、快捷的方式是通过中央控制室EMOS监控机监控画面进行工艺参数的设定、修改,监控画面一般设有权限等级,工艺人员要先登陆且具备一定权限等级才能对工艺参数进行设定或修改。为防止误操作及人为擅自更改,监控画面自动记录登陆用户名及其所作的工艺参数设定或修改。
先进的供电系统
一般来说,涂装车间的工艺设备供电系统由以下几个部分组成:10kV高压、变压器、400V低压、母排或电缆、电柜、水泵和风机上电机等执行元件,其中低压端负荷率影响着涂装车间的电能使用效率,因而合理地选择及布局变电间、优化各工艺设备供电配置显得尤为重要。
1.变电间的变压器选择及布局:变电间要就近布置在用电设备较为集中、装机容量大的设备附近,如前处理、电泳区域,烘房区域,喷房排风机区域,供风空调机组区域。接着要选择合理的变压器容量,目前涂装车间使用较多的有1600kVA、2000kVA两种规格的变压器。
2.变压器低压柜与电柜之间的连接:对于母排或电缆的选择,一般建议电柜内设备装机容量≤100kW的从母排插接箱接线;电柜内设备装机容量>100kW,直接从变压器低压配电柜接线。
3.电柜与电机等执行元件之间的连接,一般从电柜端子排直接引线接到水泵、风机电机接线盒,如水泵、风机与电柜距离过远或不在同一楼层,在进水泵、风机电机接线盒之前要设有维修开关,用于维修、检修时,切断水泵、风机电机电源。
4.备用供电系统,在涂装车间,有一些工艺设备是需要24h连续不间断工作的,如:电泳槽循环泵、输调漆系统上的用于油漆循环的液压泵站及其油温控制系统、水喷淋或CO2消防设备、调漆间供风空调机组和制冷机组,这些设备需要2路不同的供电(2路10kV来自不同的配电所),一用一备,供电切换可以在变电间低压配电柜联络柜进行手动切换,也可以在设备电柜设置双电源自动切换装置实现自动切换。
先进的动能管理控制系统
在涂装车间使用的公用动力种类有很多,包括:电、蒸汽、天燃气、压缩空气、冷冻水、工业水和DI水,对这些公用动力进行在线日、周和月耗量进行统计,其中意义非常大,它可以非常及时地显示涂装车间的所有动能消耗,通过各种统计列表,威廉希尔官方网站
人员可以及时了解动能动态消耗或动能的异常情况发生,为制定各种动能节省计划、设备开关计划提供了丰富理论数据,也可起到部分预知设备运行异常的功效。
公用动力耗量计量统计主要有以下几种途径:对于电耗量统计,在每组总电柜设有带远传信号数字式电量表;对于蒸汽、压缩空气、冷冻水、工业水和DI水,可在主管道设有带远传信号数字式流量计;对于天燃气,在每台燃烧器主管路上设有带远传信号数字式流量计。这些数字式电量表或流量计既可现场显示当前数值,也可将interwetten与威廉的赔率体系
量信号传给PLC,PLC将处理数据传给中控室服务器,经过数据库处理之后能在中控室或现场EMOS监控机上在线显示动能耗量,也可以对动能耗量进行日、周和月等各种统计运算,从而制成统计列表并打印成文。
先进的故障诊断系统
通过分布在涂装车间内或中控室的EMOS监控机可以方便地查看整个涂装车间工艺设备的运行状态,EMOS监控机所监控、显示的具体内容如下:各工艺设备动态工艺流程图;水泵、风机等的运行状态;温度、湿度和液位等工艺参数的动态值,以及历史曲线;故障报警,故障设备,故障地址显示,故障原因显示,记录涂装车间公用动力耗量并制成统计列表。监控系统结构图如图3所示。

图3 监控系统结构图
通过现场总线模块(I/O接口模块、中继器和耦合器)上接口可以方便连接上笔记本电脑,对本组工艺设备进行在线编程、监控和诊断;另外也可以利用分布在总柜以太网HUB口上的以太网接口对涂装车间整个工艺设备进行在线编程、监控和诊断。
前处理、电泳设备主要控制威廉希尔官方网站
电泳工艺对车身油漆质量影响是较为关键的,影响电泳漆膜质量的工艺环节很多,主要有以下几个环节影响较大:如除油、除铁屑、除磷化渣、电泳超滤和阳极液等。除油系统现大多采用蒸汽加热油水分离威廉希尔官方网站
来进行除油,其较为关键的控制是对除油槽槽温的控制,通过调节蒸汽电动调节阀可以实现不同的温度需求,而蒸汽电动调节阀由槽液液位计、感温热电偶共同提供反馈信号进行运行控制的;对于除铁屑系统,现用的较为先进的是由旋液分离器和磁性分离器组成的,旋液分离器是纯机械方式的,其利用水和铁屑不同的离心力进行分离,而磁性分离器是通过几根磁棒吸住铁屑,然后自动定期清除磁棒上铁屑来实现分离的;除磷化渣系统现较为先进的有连续通过式板框压滤机,其较关键控制是对主循环水泵的控制,一般采用变频器恒压控制模式进行控制;对于电泳超滤系统,其与电泳槽液一样需要24h连续运动,这就要求电泳超滤系统主循环泵需要备用泵及备用电源;对阳极液的控制主要是对其浊度、电导率和PH值进行检测,然后根据检测结果补充DI水或排放部分阳极液;前处理、电泳设备其他的控制主要是对槽液液位、温度的控制。前处理温控系统如图4所示。
图4 前处理温控系统
烘房系统主要控制威廉希尔官方网站
对烘房系统来说,最为关键的是对燃烧器点火系统(见图5)的控制,它一般有如下步骤:首先是压缩空气吹扫,3路0.6MPa压缩空气分别从点火电极、火焰探测器和火焰观察口进入燃烧器进行吹扫,接着天燃气经过稳压阀,低压/高压检测,泄露检测,然后高压使电极放电产生电火花点燃天燃气,火焰探测器检测火焰,如检测失败,燃烧器立刻熄火,快速阀门立刻关闭天燃气。对烘房系统来说,还有2项较为关键的是烘房加热区、保温区室体温度控制和循环风量平衡控制。对烘房室体温度调节是通过对带连杆丝杆机构伺服电机运行进行控制来实现的,伺服电机由感温热电偶提供反馈信号进行控制的,其运行驱动丝杆连杆机构运动,2个连杆分别是主循环通道和旁通通道风阀的主轴,它们开、关运行方向刚好相反。对于烘房循环风量平衡控制,主要是新鲜空气的吸入和废气燃烧后排放之间风量的平衡,一般新鲜空气的吸入量是恒定的,这就要求抽废气循环燃烧的风机风量能可调,主要有两种方法:风阀机械调整;风机由变频器控制,风量可变频调节。
图5 烘房燃烧器点火控制系统
喷房系统主要控制威廉希尔官方网站
对于喷房的控制,主要是使其能很好地满足喷涂工艺需求,其较为关键的是对喷房内供风温度、湿度、风速以及供排风风量平衡的控制。对于温湿度的控制,主要是在空调机组出风口设有温湿度传感器,其提供反馈信号给表冷段、加热段电动调节阀和喷淋段喷淋水泵(变频器控制);对于供排风风量平衡的控制,一般要求供风风机风量要大于排风风量,至少排风风机需用变频器控制(用于调节风量)。
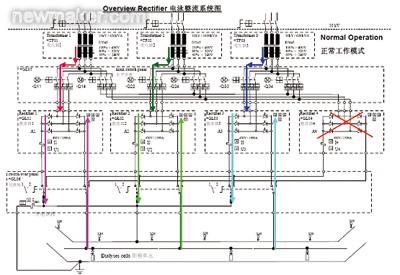
电泳整流电源主要控制威廉希尔官方网站

图6 整流电源系统示意图
目前国内轿车涂装生产线基本上都采用阴极电泳工艺,且大多是多种车型混线生产,由于不同车型表面处理面积差别较大,这就要求对差别大的车型分别设置不同的电压值。另为提高电泳漆膜质量,现大都采用多段供电方式,这就要求对不同的车型分别在不同的段设置不同的电压值,通常在电泳入槽前设置有车型识别段,提供车型信号给整流电源;在槽上沿着输送轨道设有多个行程开关或接近开关用于检测车身在槽内的位置,提供此信号给整流电源用于槽内多段供电。考虑到电泳整流电源的关键性,一般设有一台备用整流点源,当正常工作中有一台整流电源损坏后,备用整流电源能通过手动操作切换马达来进行替换。整流电源系统示意图如图6所示。整流电源主要的用途是给电泳工艺提供0~450V可调的直流电,直流电源输出的负极与导电铜排相连设在槽外,而正极与阳极板相连竖直放在槽内(用阳极膜罩着)。导电铜排一般根据工艺需求分成几段,每一段导电铜排都对应着数量不等的阳极板,一般导电铜排上电压、电流值是不变的,通过改变阳极板上电压、电流值来达到工艺所要求的电压、电流值,为了有效检测接地性能,一般要求每个阳极板都能显示电流值。整流电源较为核心的部件是晶闸管以及6脉冲发生装置、控制板(电压、电流调整和显示状态值),还有一些保护单元如:过流限位开关、温度控制器以及欠压断路器等。












 工商网监
工商网监
评论