 电子发烧友App
电子发烧友App


热处理生产线淬火威廉希尔官方网站 策略的设计与通讯
摘要:本文详细的描述了热处理产线淬火工艺工作站的模型,以及它与PLC的通讯概念,工作站的结构和数据组成。
关键词:热处理 淬火机 策略 TCP/IP
一、淬火策略服务器的组成
淬火机根据不同的钢种以及终冷温度,温降时间等要求,生成淬火策略,用于淬火机的控制,包括各区喷嘴水量的大小,箱体高度的设置,温度补偿等。从而达到比较好的淬火效果,保证钢板有平直度和金相组织要求。
淬火机策略服务器主要包括:TCP/IP服务器,ORCLE 数据库,策略提供进程,HMI人机接口界面等。
PLC过程控制主要包括:PLC TC---钢板跟踪系统;PLC QC---淬火机控制
主要结构图如下图1所示:
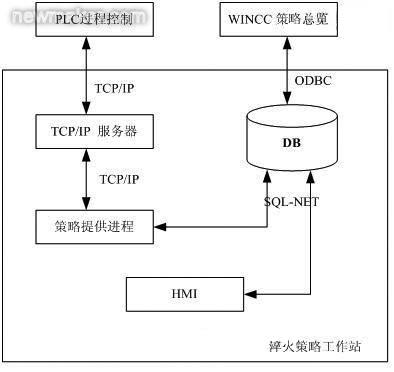
图1:淬火策略服务器的组成
1、HMI简介
HMI提供了一个可视化和可维护的淬火策略接口界面。它可以显示己淬火钢板的存储数据和各区域水流量的历史曲线图。
程序MMI_QRC运行后,自动进入策略总览界面。按下按钮“Archive”则选择了存储浏览,硬拷贝功能总是可用的。 通过HMI可以查看淬火钢板的存储数据,喷嘴,水的流量,压力等。
2、淬火策略
在界面的上部分,可以任意选择淬火策略.在上区选中了相关的策略栏目后,在中间的区域部分则显示具体的策略数据,并且可以修改。操作人员可按下“NEW”按钮创建更多的新的策略。也可以按下“DELETE”按钮删除选中的策略。如下图2所示:

图2:淬火策略总览界面
在策略表中的编辑项是有约束条件的,例如,不能创建一个厚度为0mm的钢板。为了能使滤波水量能够调整可以设置滤波率,以调整各个区域的喷嘴流量。除此之外水量的总流量和压力是可以修改的。
淬火策略服务器与其它相关设备的通讯是通过报文来传送的,不同的设备有不同的报文内容和格式。用来传递淬火策略和下达设置参数,激活过程数据以及程序的运行。
3、报文通讯格式
(1)策略服务器(RS 服务器)与PLC的通讯
在RS服务器上运行“RSServer.exe”,可以通讯到相应的PLC站。PLC站包括:
- PLC-TC (tracking control) 钢板跟踪
- PLC-QC (quench control) 淬火机控制
所使用的通讯协议是TCP/IP,所有的数据交换通过报文传送,PLC作为服务器端,RS 服务器作为客户端。报文使用二进制代码并且长度固定。
报文格式分为三部分:报文头,可用的数据头,可用的数据本体。
系统使用2种类型的报文:WATCHDOG 报文,数据报文。
(2)RS服务器和RS进程的通讯
在RS服务器上运行 “RSServer.exe” 可以通讯到提供淬火策略的RS进程。通讯协议仍然是TCP/IP。所有的数据交换是以RS服务器为服务器端,RS进程为客户端。报文是ASCII码格式,长度是动态的。
(3)53号报文通讯:PLC TC 与PLC-QC之间的通讯
发送者: PLC- TC
接收者:PLC- QC
总长度:800 Bytes
在出炉前2分钟由PLC-TC的钢板跟踪信号触发。
(4)54号报文淬火机控制确认
发送者:PLC-QC
接收者:PLC-TC
总长度:88 Bytes
该报文是在接收到淬火机控制执行后由事件触发。
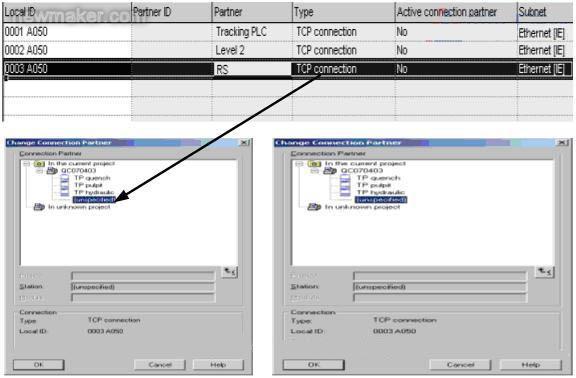
4、设置与PLC的连接
PLC-TC的端口号: 2000
PLC-QC的端口号: 2001
图3:PLC的端口号设置5、淬火机工作顺序
Ø开始传递报文53号,并接收到确认信息报文54号。
Ø通过DP/DP耦合器传递淬火机工作模式代码。
Ø确认开始状态
Ø如果淬火机的准备条件没有故障,所有的设备应为“准备”状态。
Ø淬火机工作模式可以通过DP/DP耦合器重新设置。
Ø当准备工作就绪后,预设信号就显示OK状态,实际的工作模式会在HMI上显示。
Ø根据设置模式开启相应的水量控制阀,发送信号后阀门打开。
Ø钢板进入淬火机后,钢板在淬火机内的信号将会打开,同时钢板不在淬火机内的信号指示将关闭。
Ø当钢板的尾部离开高压区后,高压区信号指示关闭。
Ø当钢板尾部离开淬火机后,钢板在淬火机内的信号关闭,不在淬火机内的信号将打开。
Ø淬火机信号全部关闭。淬火机工作停止,并处于“准备”状态,等待下一张钢板。



















 工商网监
工商网监
评论