 电子发烧友App
电子发烧友App


下面来给大家分析助焊剂的作用与工作原理机理:
一 、助焊剂的作用
助焊剂,顾名思义,就是协助焊接,电子零件往线路板上焊接时,由于要求考虑产品焊盘部分会氧化和精密贴合,所选用的一种能够更好地焊接的一种物质。随着SMT威廉希尔官方网站
的广泛应用以及贴片产品的普遍应用,助焊剂越来越成为工业生产中不可或缺的一部分。
归纳起来,助焊剂主要有以下几个作用:辅助热传导、去除氧化物、降低被焊接材质表面张力、去除被焊接材质表面油污、增大焊接面积、防止再氧化等几个方面,在这几个方面中比较关键的作用有两个就是:“去除氧化物”与“降低被焊接材质表面张力”。
(一)助焊剂的作用之关于“辅助热传导”作用的理解
在焊接时,焊锡基本处于完全熔融的高温状态,在这种高温状态下,被焊接元器件与焊盘必然会经受一定的高温考验,至于最高温度的热冲击,人们在实际操作中会采用各种应对措施加以防范,同时要求被焊接物之材质的耐热性能要比较强,一般根据标准工艺之温度要求,将其材质最终能够承受的温度极限(也叫耐热温度),设计在可能遭受的最高温度线以上20-300C左右,应该说是这比较保险的安全范围。所以,一旦被焊物材质确定下来后,最终会承受热冲击的可能性基本都在安全许可范围内,但是,在实际的工艺操作过程中变数太多,如每台机器之间与标准工艺的误差,可能会造成整个焊接过程所有参数的改变,既使最高温度是在事先设定的安全范围内,但如果升温速率过大,会使所有可能接触到锡液的每一个零部件或零部件之局部骤然升温,温度的急骤上升或急骤下降都能够引起材质性能的蠕变,对这种材质性能的蠕变,在短期内几乎所有的检测手段都无能为力,它所造成的危害是长期的、潜在的、不易被查明原因的,这种危害对一些精密电子信息产品而言,可算是致命的内伤。
基于以上阐述,我们对助焊剂“辅助热传导”的作用就极易理解了,当前所有助焊剂的组份中,溶剂基本上是不可缺少的,同时溶剂中也有高沸点的添加剂,这些物质在遇热后能吸收一部分热量,同时在达到沸点的温度后开始逐步挥发,同时带走部分热量,使被焊接材质不至于在瞬间产生急骤的温度变化;另外,因为助焊剂在焊接材质表面的涂覆,还能使整个板面的受热情况趋于均匀。所以,我们对种状况理解为“辅助热传导”,它所辅助的整个过程可以看成是延缓热冲击、使焊材受热均匀的过程,而不是在破坏热传导或帮助热能迅速传导的这样一个过程或作用。
(二)助焊剂的作用之关于“去除氧化物”作用的理解
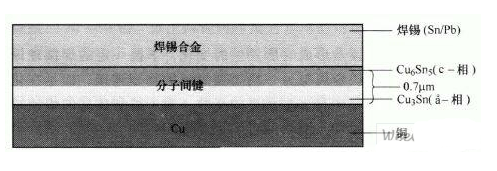
焊接的过程就是钎焊接头或焊点成型的过程,这个过程也是合金结构发生变化及合金重组的过程。焊料合金本身的结构状态基本都是稳定的,那么,它与其他金属或其他合金在极短的时间内重新熔合,并形成新的合金结构就不是那么容易的事情,目前,传统的焊料合金为Sn63/Pb37,它与其他很多金属或合金都能够重新熔合并形成新的合金,如铜、铝、镍、锌、银、金等,特别是金属铜极易与锡铅合金焊料熔合,但是当这些金属被空气或其他物质所氧化或反应时,在这些金属物的表面会形成一个氧化层,虽然锡铅焊料与这些金属本身较易形成合金结构,但与这些物质的氧化物或化合物形成新的焊点接头,重新熔合的机会就非常低。几乎所有的焊接材料设计者在论证焊料的可焊性时,都是将焊接材质及工艺环境设定在理想状态,而所有的理想状态在实际工艺过程中几乎是不存在的,就线路板、元器件、或其他被焊接材质的制造与储存、运送、再生产等各个环节而言,各种焊接材质表面被氧化的可能性都是100%存在的。
因此,焊接前对被焊接材质表面氧化层的处理就显得格外关键,而助焊剂“去除氧化物”的过程,其实就是一个氧化还原的过程,助焊剂中的活性剂通常是各种有机酸或有机酸盐类物质,至少有一、两种酸或酸盐,通常由多种酸及酸盐复配来用。在氧化还原反应的过程中,反应进行的“速度”及反应“能力”是人们比较关注的问题,这两个是内在的问题,其外部表现就是通常人们所讲的“焊接速度”与“焊接能力”,在材质、工艺等情况既定的情况下,对不同活性助焊剂的选择就显得很重要:活性较弱或活性太弱的焊剂焊接速度或焊接能力相对较差,活性较强的助焊剂去除氧化膜的能力较强、上锡速度较快,但如果焊剂中活性剂太多、太强或整体结构配伍不好时,很可能会导致焊后有活性物质残留,这时就存在焊后继续腐蚀的可能性,对产品的安全性能造成了相当隐患。
(三)助焊剂的作用之关于“降低被焊接材质表面张力”作用的理解
在焊接过程中,焊料基本处于液体状态,而元件管脚或焊盘则为固体状态,当两种物质接触时,因液态物质表面张力的作用,会直接造成两种物质接触界面的减小,我们对这种现象的表面概括是“锡液流动性差”或“扩展率小”,这种现象的存在影响合金形成的面积、体积或形状。这时需要的是助焊剂中“表面活性剂”的作用,“表面活性剂”通常指在极低的浓度下,就能够显著降低其他物质表面张力的一种物质,它的分子两端有两个集团结构,一端亲水憎油另一端亲油憎水,通过其外部表现可以看到,它由溶剂可溶性和溶剂不溶性两部分组成,这两个部分正处于分子的两端,形成一种并不对称的结构,它只所以能够显著降低表面张力的作用正是由这种特殊结构所决定的。
助焊剂中表面活性剂的添加量很小,但作用却很关键,降低“被焊接材质表面张力”,所表现出来的就是一种强效的润湿作用,它能够确保锡液在被焊接物表面顺利扩展、流动、浸润等。通常焊点成球、假焊、拉尖等类似不良状况均与表面活性不够有一定关系,而这种原因不一定是焊剂“表面活性剂”添加量太少,也有可能是在生产工艺过程中造成了其成分解、失效等,从而大大减弱表面活性作用。
(四)助焊剂的作用之关于其他方面作用的理解
上文已有提到,在助焊剂的几种作用中,最重要的是“去除氧化物”与“降低被焊接材质表面张力”,通过上文的分析,助焊剂其他方面的作用其实更容易理解。“去除被焊接材质表面油污、增大焊接面积”是比较容易被人们接受的。通常情况下,我们用肉眼观察到的焊盘或其他焊接材质的表面都是光洁或平整的,其实用高倍放大镜观察时,我们可以发现,其实这些材质表面并不光洁也不平整,而是有很多的凸凹,而在这些凸凹点中会有油污或其他灰尘分布,助焊剂中的有机溶剂及表面活性剂能够很容易地去除这些油污或污垢,使被焊接物表面仍表现出凸凹不平的状况,这样在焊接时,焊接面将增大,焊接强度也会增强。
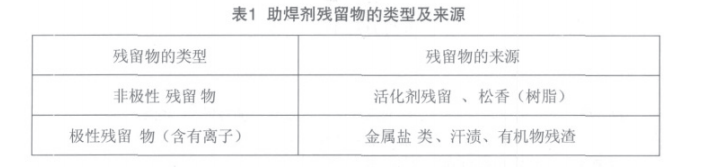
关于“防止再氧化”这个作用,在早期的松香型焊剂时表现的尤其明显,当前免清洗助焊剂已被广大使用者接受,免清洗助焊剂固含量及树脂含量的降低,在这个方面的作用已大不如前,但是,仍有部分焊剂中添加少量高效成膜物质,这种物质能够代替早期松香或树脂的保护作用,使焊后新焊点合金受氧化的程度降低、机率减小。
二、助焊剂的工作原理
通过以上对助焊剂相关作用的分析,助焊剂的工作原理就很容易理解了,概括来讲:就是在整个焊接过程中,助焊剂通过自身的活性物质作用,去除焊接材质表面的氧化层,同时使锡液及被焊材质之间的表面张力减小,增强锡液流动、浸润的性能,帮助焊接完成,所以它的名字叫“助焊剂”。
如果要对助焊剂工作原理进行一个全分析,那就是通过助焊剂中活化物质对焊接材质表面的氧化物进行清理,使焊料合金能够很好地与被焊接材质结合并形成焊点,在这个过程中,起到主要作用的是助焊剂中的活化剂等物质,这些物质能够迅速地去除焊盘及元件管脚的氧化物,并且有时还能保护被焊材质在焊接完成之前不再氧化。
另外,在去除氧化膜的同时,助焊剂中的表面活性剂也开始工作,它能够显著降低液态焊料在被焊材质表面所体现出来的表面张力,使液态焊料的流动性及铺展能力加强,并保证锡焊料能渗透至每一个细微的钎焊缝隙;在锡炉焊接工艺中,当被焊接体离开锡液表面的一瞬间,因为助焊剂的润湿作用,多余的锡焊料会顺着管脚流下,从而避免了拉尖、连焊等不良现象。
三、常用助焊剂的一些基本要求
通过对助焊剂作用与工作原理的分析,概括来讲,常用助焊剂应满足以下几点基本要求:
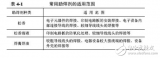
1、具一定的化学活性(保证去除氧化层的能力);
2、具有良好的热稳定性(保证在较高的焊锡温度下不分解、失效。);
3、具有良好的润湿性、对焊料的扩展具有促进作用(保证较好的焊接效果);
4、留存于基板的焊剂残渣,对焊后材质无腐蚀性(基于安全性能考虑,水清洗类或明示为清洗型焊剂应考虑在延缓清洗的过程中有较低的腐蚀性,或保证较长延缓期内的腐蚀性是较弱的。);
5、需具备良好的清洗性(不论是何类焊剂,不论是否是清洗型焊剂,都应具有良好的清洗性,如果在切实需要清洗的时候,都能够保证有适当的溶剂或清洗剂进行彻底的清洗;因为助焊剂的根本目的只是帮助焊接完成,而不是要在被焊接材质表面做一个不可去除的涂层。);
6、各类型焊剂应基本达到或超过相关国标、行标或其他标准对相关焊剂一些基本参数的规范要求;(达不到相关标准要求的焊剂,严格意义上讲是不合格的焊剂。);
7、焊剂的基本组份应对人体或环境无明显公害,或已知的潜在危害;(环保是当前一个世界性的课题,它关系到人体、环境的健康、安全,也关系到行业持续性发展的可能性。)。






















 工商网监
工商网监
评论