 一文解析运动控制器的程序设计
一文解析运动控制器的程序设计
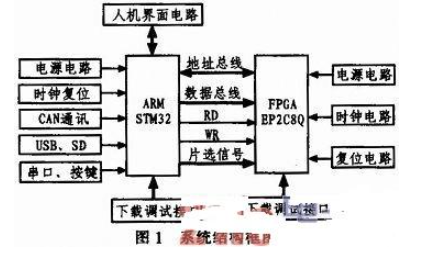
本系统采用的下位机为翠欧运动控制器MC206,根据本课题的要求,为了方便进行系统的调试和控制,缠绕机的工作方式分为手动、自动和半自动三种”。手动工作状态是单独控制小车轴和主轴的运动来实现指定缠绕;自动工作状态是控制主轴和小车同步运动;半自动工作状态是运用其BASIC语言用电子齿轮运动,其中齿轮比是可调的。自动控制方式下,为实现玻璃钢的锥形的同步缠绕,Triobasic语言中的MOVELINK命令可以实现主轴和小车的运动,通过设定连接轴和被连接轴的加减速的距离,从而实现预期缠绕。以下为自动的控制方式下的流程图:

MOVELINK为运动控制类命令,在基本轴产生直线运动,并通过电子齿轮比与连接轴的测量位置连接。其具体使用格式如下:MOVELNK(distance,linkdist,linkacc,linkdec.linkaxis[.linkoptions][.linkstart])
具体参数含义:
distance连接开始至结束当前基准轴(连接轴)增量运动距离;
linkdist在用户单位下,从连接开始到结束,被连接轴(主轴)移动的正向距离;
linkacc基准轴加速过程中,主轴转过的正向距离;
linkdec基准轴減速过程中,主轴转过的正向距离;
linkaxis连接轴、主轴;
linkoptions1当主轴色标信号触发时,从轴与主轴开始连结;2当主轴运动
到设定的绝对位置,从轴与主轴开始连结;4MOVELINK自动重复连续双向运
行。设置REP_OPTION=1,取消此操作;
linkpos这个参数是绝对位置,当参数6设成2,MOVELINK在这个位置
开始连结;参数6和7可选。
其中,参考参数为AXIS,REP_OPTION,UNITS
参数表明,连接轴可以向任意方向驱动输出,基本轴的距离使得连接轴移动相应的距离。连接轴驱动基准轴的移动距离可以分成三个阶段分别是加速、匀速、减速部分。其中加速度和诚速由linkacc和1inkdec参数设置。常速连接距离由总连接距离和以上两个参数。这三个阶段可以用三个独立的MOVELINK指令也可以将其叠加在一条指令中。并且使用本指令有两条规律。
规律一:在加速和減速阶段为了与速度匹配,linkdist是distance的两倍。
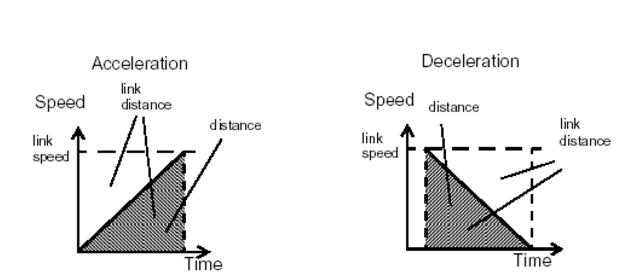
规律二:为了满足速度需要,在常速阶段,两轴必须要运动相同的距离,其运动距离与linkdistance是相同的。MOVELINK工作在缺省轴,除非AXIS定义其它基本轴,linkaxis设置驱动基本轴。
注意:若linkacc和1inkdec的和大于linkdist,则它们要成比例的减少并使得两者的总和等于linkdist。
举例说明该语句的使用方法和功能:
例:飞剪以纸的速度在运动,每160米剪掉滚动的纸。飞剪可以运动到1.2米,此例中使用运动1米的距离。纸的运行长度由编码器测量得出。两轴的单位转换因子设置成米。
轴1是连接轴。
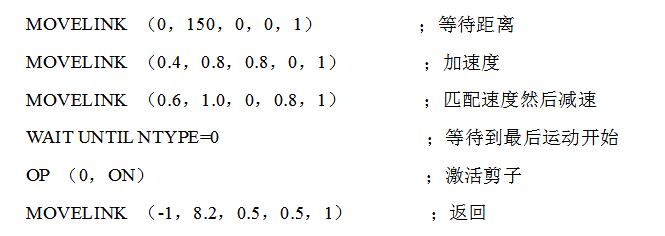
在这个程序中,MC控制单元开始等待滚动150米。在这个距离之后,飞剪加速匹配纸的速度常速运行,再减速至停止,不超过1米的距离。这个运动使用两MOVELINK指令。程序于是等待下一运动缓存清除NTYPE=0。这表明加速阶段完成。连结轴(主轴)的距离在MOVELINK指令中是:150,0.8,1.0,8.2,总共160米。确定速度,飞剪位置和纸在剪切任务中匹配。MOVELINK指令的参数必须正确。因此,最先分别考虑加速度,常速和减速阶段是最简单的。这象以上陈述的,加速和诚速阶段需要Linkdistance是distance的两倍。两个阶段可
以定义为:
假设本系统中锥形管的长度为L,为了实现它的均匀缠绕,主轴做匀速旋转,并且其所在的轴为轴0,小车也称工作台做加速,匀速,减速的过程,其所在的轴为轴1。在进行锥形管缠绕时,为了实现稳定缠绕,这里提出了一种运动方案,因为是进行锥形缠所以,导丝头运动轨迹沿着锥形管外侧母线运动,并且锥形管芯模和小车带动的导丝头两者之间的距离是一定不变的,这样可以使得导丝头加速,匀速,和减速。其一个来回导丝头的运动示意图:
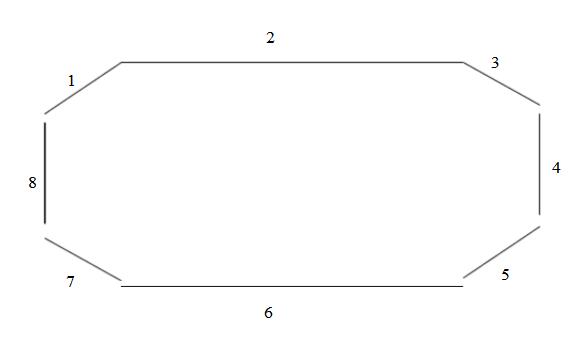
设置行程参数均已知:
1小车(工作台):Lacc,主轴:Macc2小车:Lconst,主轴:Mconst;3小车:Ldec.主轴:Mdec;4小车:0,主轴:Mstop;5小车:-Ldec,主轴:Macc;6小车:-Lconst,主轴:Mconst;7小车:-Lacc,主轴:Macc;8小车:0,主轴:Mstop-。且一般的Lacc不等于Ldec的值。如此循环进行缠绕。
TrioBasic语言有广泛的通用性,其内部有三种不同类型的存储变量:VR变量、TABLE区变量、命名变量。命名变量是局部变量,所以仅在定义它的任务范围内是有效变量。VR变量是全局变量,可以被多个子程序共同使用并且可用于各个任务间通讯;TABLE区一般是用于存储CAM/CAMBOX指令曲线的。
本程序运用的的是VR变量。选取VR变量区,从VR(300)开始定义变量。定义:
VR(300)=Lacc; 加速1段小车的行程(转数)
VR(302)=Macc; 加速1段主轴的行程
VR(304)=Lconst; 匀速2 段小车的行程
VR(306)=Mconst; 今速2 段主轴的行程
VR(308)=Ldec; 减速3 段小车的行程
VR(310)=Mdec; 减速3 段主轴的行程
VR(3 12)=Mstopw; 停止4 段主轴的行程VR(314)=Mstoph; 停止8 段主轴的行程
VR(316)=I; 布满芯模表面需要来回数VR(318)=J; 满足生产工艺缠绕层数
由此,可以进行编程:
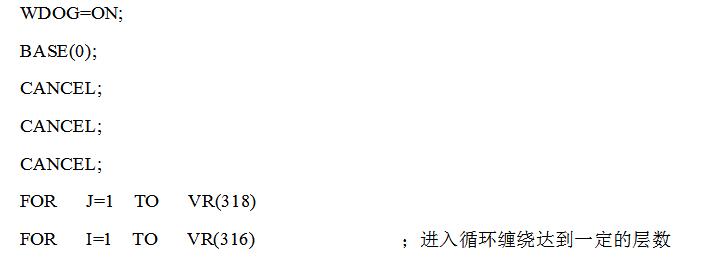
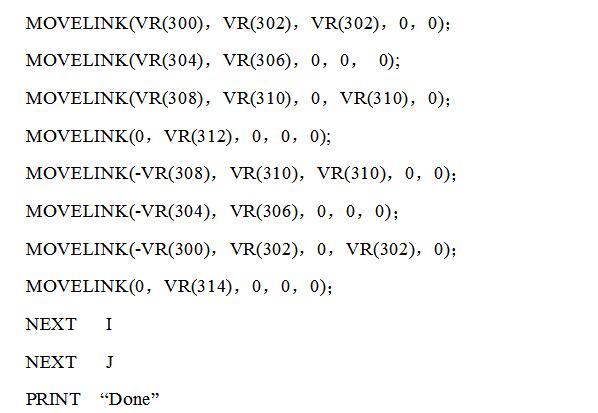
由上述可知,控制方式分为三种。为了方便调试和运行,本系统还设置了手动控制方式,即单独控制主轴和小车的运动。这三种控制方式可以用以下图来表示。
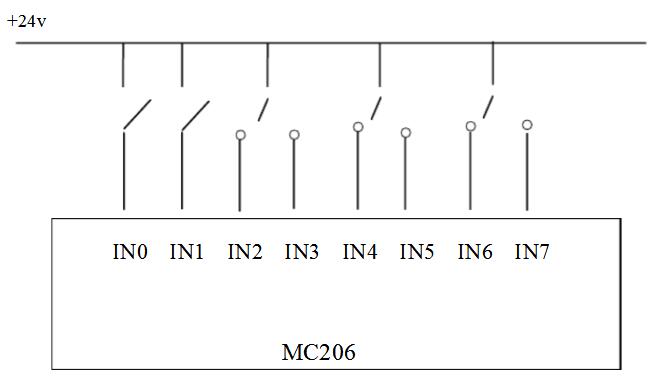
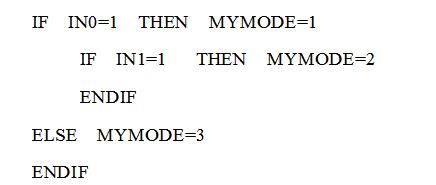
其中,IN0 接通高电平表示自动控制方式;N1接通表示半自动控制方式;如果以上两种方式都不接通那么即表示为手动控制方式,可以采用三位两通式的选择开关不可自动复位。 N2 接通表示主轴加速; IN3 接通高电平表示主轴诚速,并且两者不可同时接通,带有自动复位的功能。 同理IN4 和IN5 分别表示小车正向加减速输入,类似主轴加减速使用的开关; NN6 和N7 分别表示小车反向加减速输入。 在手动控制方式下,设置变量分别表示不同的控制方式,用变量MYMODE表示控制方式。
小车的动作可分为正向运动和反向运动,这里所说的正向是与主轴旋转的同 方向来规定的。因此也需要设置变量来表示小车的运动反方向从而更精确的进行 手动控制前进或者后退的距离。这里设置HEAD 和BACK 分别表示。
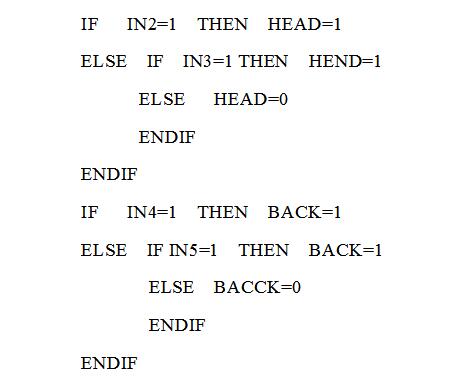
通过设置变量能够更清晰的编写程序,首先根据手动控制画出程序流程图, 图中有些环节直接用变量来进行判断。下图为手动方式下的程序流程图:
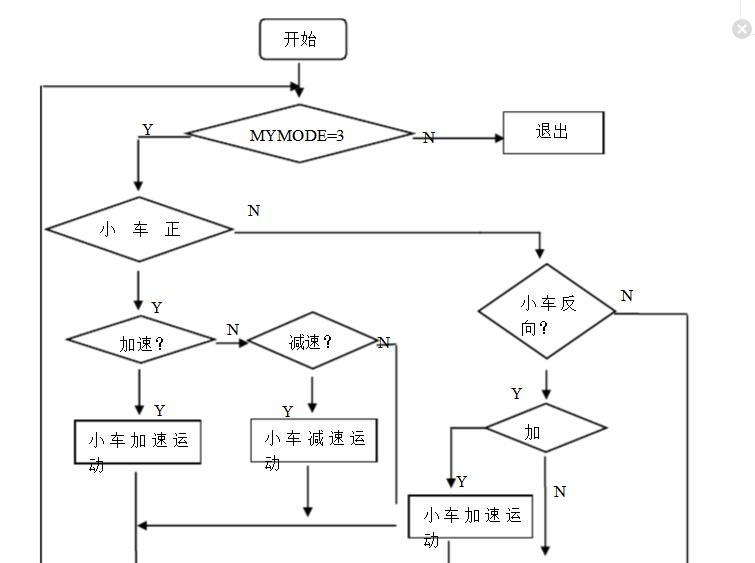
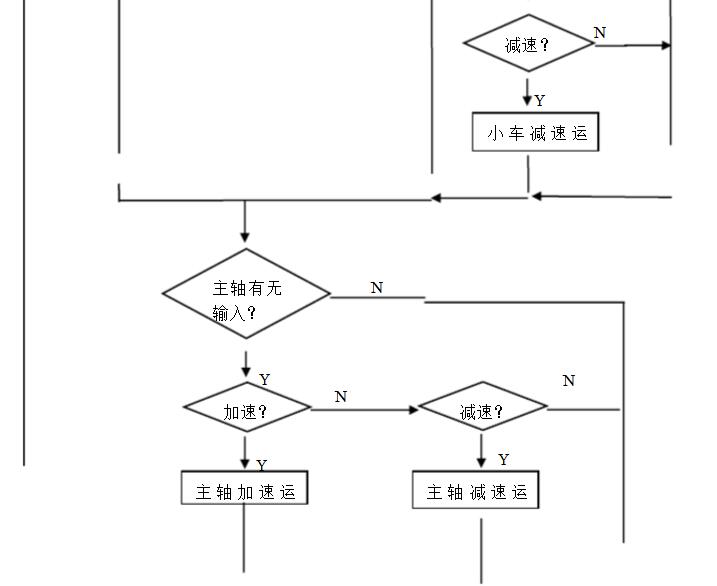
根据程序流程图可以进行如下编程:
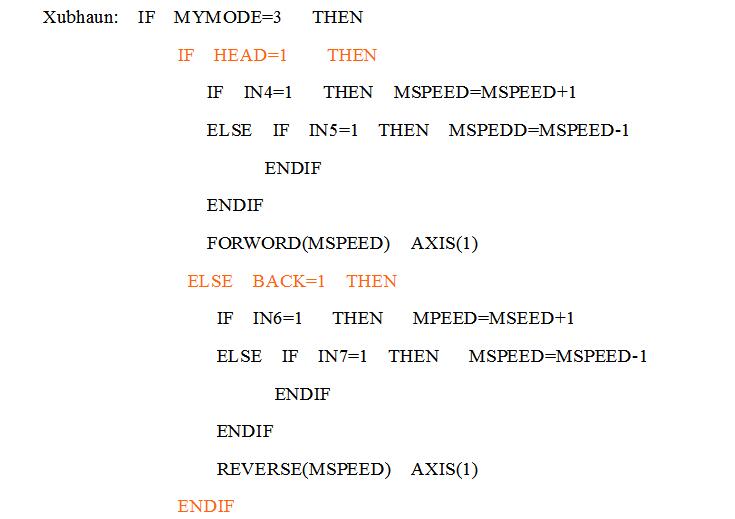
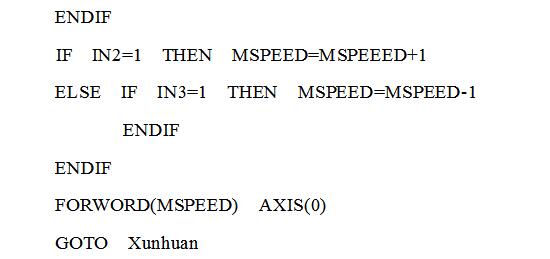
运动控制指令
语法:REVERSE
备选:RE
说明:REVERSE 反向连续运动,速度由SPEED 参数设置。加速率由ACCEL参数设置。
REVERSE 工作在缺省基本轴,除非AXIS 定义临时基本轴。
注意:
反向运动可以被CANCEL 或RAPIDSTOP 指令停止。或到达反向限位,禁止或原点返回。
参阅:AXI S,CANCEL,FORWARD ,RAPIDSTOP
例子:back:
REVERSE
等待停止信号(0)WAIT UNTL N=ON
CANCE L
半自动控制方式待完善。
-
运动控制器
+关注
关注
2文章
401浏览量
24714
发布评论请先 登录
相关推荐
基于FPGA的嵌入式运动控制器设计方案

EtherCAT运动控制器上位机之Python+Qt(一):链接与单轴运动# 正运动威廉希尔官方网站 # 运动控制器

面向对象的可编程控制器程序设计方法
基于SOPC的运动控制器设计
可编程控制器程序设计
基于MCX314的运动控制器设计







 工商网监
工商网监
评论