 超声波焊接详细介绍
超声波焊接详细介绍
超声波焊接是一种固相焊接方法,焊件之间的连接是通过声学系统的高频弹性振动以及在工件之间静压力的加持作用下实现的。
特斯拉在其电池系统中应用了超声波焊接威廉希尔官方网站 中的一个具体应用方式,Wire Bonding,使得超声焊接威廉希尔官方网站 在动力电池成组连接领域中的应用被越来越多的讨论。超声波焊接在动力电池上的应用,可以看到应用实例的主要集中在极耳焊接,熔丝焊接方面。
超声波焊接特点
●可焊接的材料类型广泛,可用于同种金属材料、特别是高导电、高导热材料(如金、银、铜、铝等)和一些难熔金属的焊接,也可用于性能相差悬殊的异种金属材料(如导热、硬度、熔点等)、金属与非金属、塑料等材质的焊接,还能够完成厚度相差悬殊材料焊接以及多层箔片的焊接;
●焊件不通电,不需求外加热源,接头中不呈现微观的气孔等缺陷,不生成脆性金属间化合物,不发生像电阻焊时易呈现的熔融金属的喷溅等疑问;
●焊缝金属的物理和力学性能不发生微观改变,其焊接接头的静载强度和疲劳强度都比电阻焊接头的强度高,且稳定性好;
●被焊金属外表氧化膜或涂层对焊接质量影响较小,焊前对焊件外表准备工作比较简单;
●焊接所需电能少;焊件变形小;
●不需要增加任何粘结剂、填料或溶剂,具有操作简洁、焊接速度快、接头强度高、出产功率高级长处;
●缺点,超声波焊接的主要缺陷是受现有设备功率的约束,因而与上声极触摸的焊件厚度不能太厚;接头只能选用搭接接头,对接接头还无法使用。
超声焊接的原理
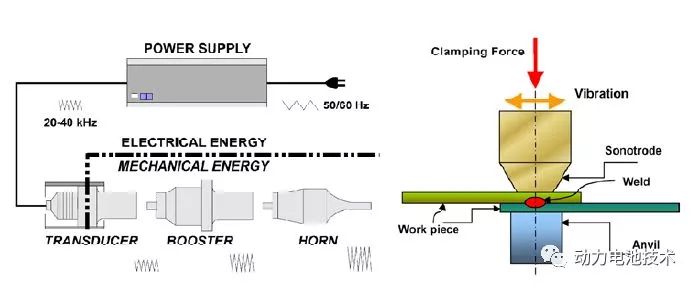
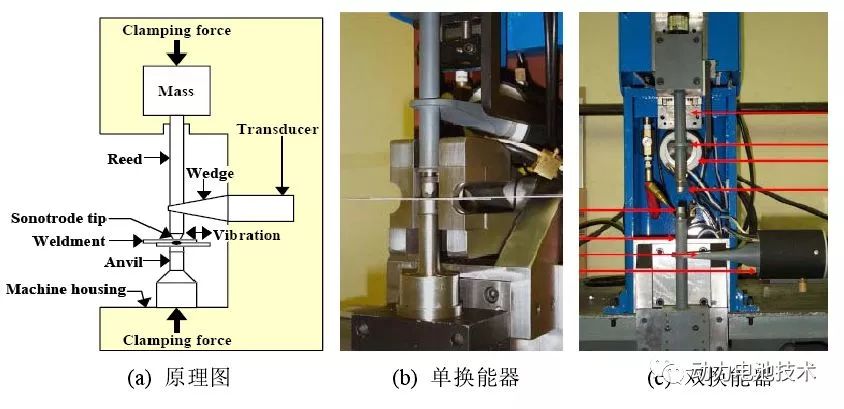
超声波焊接是一种固相焊接方法,焊件之间的连接是通过声学系统的高频弹性振动以及在工件之间静压力的加持作用下实现的。焊件在静压力及弹性振动能量的共同作用下,将弹性振动能量转变成工件间的摩擦能、形变能和热能,致使两工件表面形成纯净金属贴合、原子扩散,从而达到摩擦焊接。原理如下图所示。
超声焊接流程和原理
目前对于较厚板材(0.8–3.0 mm)大功率超声焊接的研究主要集中在 Al、Mg 合金结构件方面。在锂电池极片封装等行业大功率超声焊接 Cu、Al 是当前重要的研究方向之一。
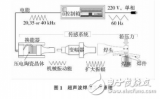
超声焊机系统通常由 5部分构成:
1)超声电源(Power supply)。工频单相或三相交流电通过超声电源转换为高频(15–75 kHz)交流电,为压电换能器(PZT)提供电能;
2)压电换能器。电源输出的高频交流信号通过压电换能器转换为同频的振动信号;
3)变幅杆(Booster)。使换能器输出的高频振动信号幅值放大;
4)工具头(Horn/Sonotrode)。进一步放大振动幅值,并把能量传递到焊接区域;
5)气动加压部分,为焊接过程提供压力。
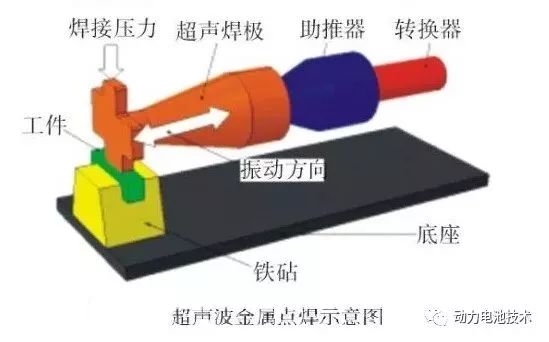
如上面图中所示,将工件放置于底座上,工具头在压力作用下压紧工件,在压力和高频切向振动作用下,界面氧化物被破摔排除形成纯净金属之间的接触;同时由于摩擦及超声软化作用,使得形成接触的金属发生塑性变形及流动,形成局部连接区域;随着输入能量的增加,界面区域金属塑性流动性进一步增强,局部连接区域不断扩展融合,从而形成超声焊接接头。
超声波焊接的分类
超声波焊接分类依照超声波弹性振荡能量传入焊件的方向,超声波焊接的基本类型分为两类:一类是振荡能量由切向传递到焊件外表,而使焊接界面发生相对移动,这种方式适用于金属材料的焊接;另一类是振荡能量由垂直于焊件外表的方向传入焊件,主要用于塑料的焊接。
另外一种,根据设备特点的驱动信号方式分类,分成线性振荡和非线性振荡两类,如下图所示:
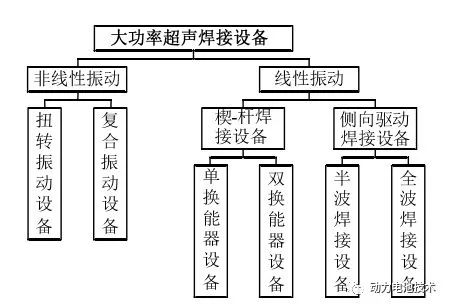
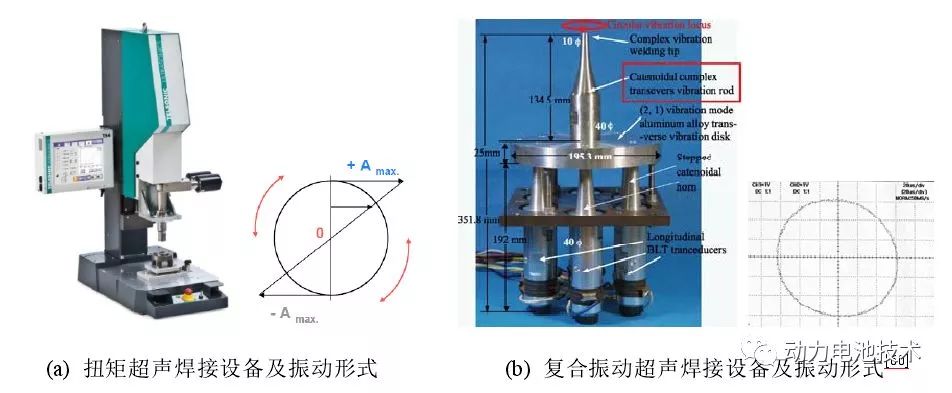
非线性振动焊接设备,其又包括扭矩超声焊接设备和复合振动焊接设备。
线性振动焊接设备,根据加压的位置不同分为楔–杆超声焊接设备和侧向驱动焊接设备。其中楔–杆超声焊接设备根据换能器的个数可分为单换能器和双换能器焊接设备;侧向驱动焊接设备根据工具头的波长可分为半波和全波焊接设备。
按照焊点形状,常见的金属超声波焊接可分为点焊、环焊、缝焊、线焊、双超声波振荡体系的点焊等。点焊
点焊是使用最广的一种焊接方式,依据振荡能量的传递方式,分为单侧式、平行两边式和垂直两边式。振荡体系依据上声极的振荡方向也能够分为纵向振荡体系、曲折振荡体系以及介于两者之间的轻型曲折振荡体系。功率500W以下的小功率焊机多选用轻型构造的纵向振荡;千瓦以上的大功率焊机多选用重型构造的曲折振荡体系;而轻型曲折振荡体系适用于中小功率焊机,它兼有上述两种振荡体系的长处。
环焊
环焊主要用于一次成形的封闭环形焊缝。焊接时,振幅相对于声极轴线呈对称散布,轴心区振幅为零,边缘振幅最大。由于环焊的一次焊缝面积较大,需要较大的功率输入,因而常常需要多个换能器驱动。缝焊
与电阻焊中的缝焊相似,超声波缝焊实质上是由部分彼此重叠的焊点构成一条连续焊缝。缝焊机的振荡体系按其滚轮振荡状况可分为纵向振荡、曲折振荡以及交变振荡三种方式。其间最多见的是纵向振荡方式。缝焊能够获得密封的连续焊缝,一般焊件被夹持在上下滚轮之间,在特别状况下可选用平板式下声极。线焊
它是点焊方式的一种延伸,使用线状上声极,在一个焊接循环内构成一条狭长的直线状焊缝,声极长度即是焊缝的长度,如今能够到达150mm,这种方式最适用于金属薄箔的封口。
双超声波振荡体系的点焊
上下两个振荡体系的频率分别为27kHz和20kHz(或15kHz),上下振荡体系的振荡方向彼此垂直,焊接时二者作直交振荡。当上下振荡体系的电源各为3kW时,可焊铝件的厚度达10mm,焊点强度到达材料自身的强度。双超声波振荡体系尽管焊接方式与点焊基本相同,但焊接设备复杂,要求设备的操控精度高。
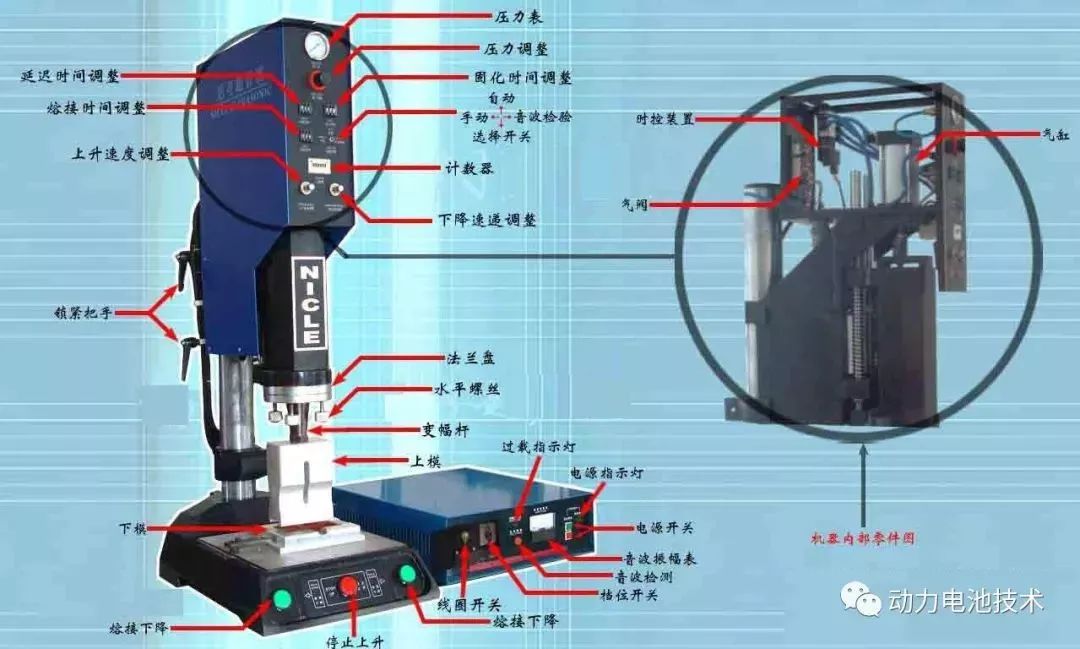
重要工艺参数
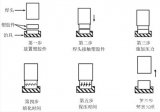
焊接工艺参数影响的主次顺序为:输入电功率影响最大,一次焊接延迟时间次之,再次是一次焊接时间,影响最小的是焊接气压。焊接时间有4种参数可调,分别是一次焊接延迟时间、一次焊接时间、二次焊接延迟时间以及二次焊接时间。
一次焊接延迟时间指的是上声极向下行走至发出超声时间;一次焊接时间指的是第1次超声波焊接时间;二次焊接延迟时间指的是上声极离开焊件向上行走至发出超声时间;二次焊接时间指的是第2次超声波焊接时间。
一次焊接主要对焊件输入振动能量,使焊件贴合面发生固相熔合,对焊接质量影响较大。如果一次焊接延迟时间过长,焊机的焊头(上声极)完全下压后才发出超声,此时焊头提供给焊件的剪切力不足以驱动工件跟随焊头振动,焊件之间的摩擦阻力过大导致焊件之间相对运动速度小,摩擦产生的热量也少,焊件有效的焊合区域也更少;反之,焊头施加在焊件上压紧力不够大,此时超声发出容易使焊件之间错位。
二次焊接主要是有利于焊件与声极脱模,对焊接质量影响程度较轻。焊接气压的变化会导致焊接静载荷的变化,如果焊接静载荷不足,则在超声波焊接时,焊件可能塑性变形量不足,难以形成较好的焊合面;反之,焊件之间接触表面可能无法产生相对滑动,焊件之间仍然无法焊合。输入电功率与超声振幅相关,超声振幅指的是超声振动在振动方向上的移动距离。输入电功率越大,则超声振幅越大,对焊件输入的能量也越多。有研究表明,在一定振幅范围内,界面焊合百分比随超声振幅增加而增。
大功率超声焊接对接头力学性能的影响
Cu-Cu焊接,焊接压力对接头拉伸强度的影响
下图为在焊接时间为 0.5 s 时,采用不同焊接压力获得的焊接接头拉伸载荷曲线,由图可知压力对超声焊接接头强度有较大影响。材料为C1100 纯铜板材。
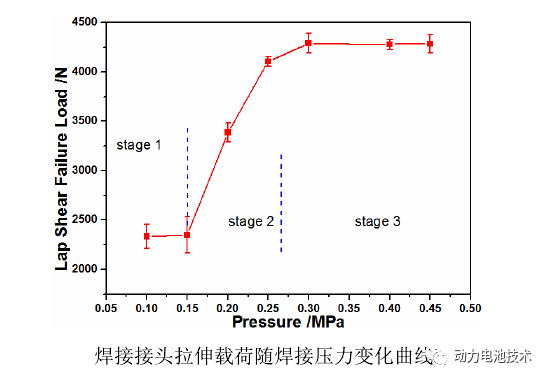
从图中曲线可以看出焊接接头拉伸载荷随焊接压力的变化曲线分为 3 个阶段:
1)气缸压强在 0.05–0.15 MPa 范围,焊接接头的拉伸载荷比较小,受焊接压力变化影响较小;
2)气缸压强在 0.15–0.3 MPa 范围,焊接接头的拉伸载荷随焊接压力的增大而迅速增加,且在 0.3 MPa 时,拉伸载荷达到最大值 4330 N;
3)气缸压强在 0.3–0.45 MPa 范围,焊接接头的拉伸载荷保持在 4200–4400 N 之间,焊接压力的变化对拉伸载荷影响不大。这是由于一方面焊接压力直接影响换能器的输出功率,压力较小时换能器输出功率较小,在相同焊接时间内输入焊接区域的能量较小;另一方面由于压力较小,能量主要耗散于工具头与上工件、工件之间及下工件与底座之间的摩擦,界面一直处于粘–滑状态,致使界面的塑性连接面积较小,因而焊接接头的强度较小。随着压力的增大,一方面焊接区域输入能量随换能器的输出功率增加而迅速增大,另一方面在焊接起始阶段,界面间摩擦作用增强,微连接区域加速形成,使界面迅速从粘–滑状态进入粘滞状态,输入能量主要消耗于焊接区域的塑性变形,从而使界面的有效连接面积得到增加,因此焊接接头强度得到迅速增加,并在压力达到 0.3 MPa 时,焊接接头强度达到最大值。
焊接接头拉伸载荷曲线表明:焊接压力对纯铜超声焊接接头力学性能有重要影响,存在一临界值,当焊接压力低于该临界值时,焊接接头强度随焊接压力增大而增大,但强度较低;当焊接压力高于该临界值时,焊接接头强度达到最大值,焊接压力的变化对接头强度影响较小,即焊接压力值存在最佳工艺区间,在该区间内均可以获得牢固、性能良好的焊接接头。
Cu-Cu焊接—焊接能量对接头拉伸强度的影响
在最佳焊接压力工艺区间内,焊接压力选取 0.3 MPa。下图为焊接接头拉伸载荷随焊接能量变化曲线。从图中可以看出,焊接能量对焊接接头的强度影响较大,拉伸载荷整体上呈现随焊接能量的增加而增大的趋势,该过程又分为 4 个阶段:
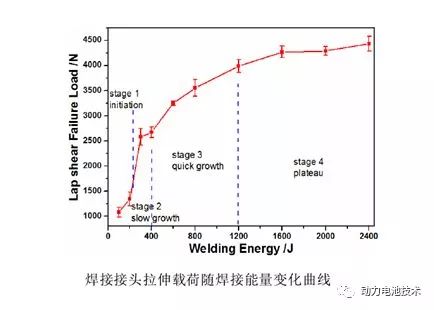
1)焊接起始阶段,局部微连接区域形成。在压力作用下,工件界面发生接触,由于平整的界面在微观情况下存在大量的微凸点,因此工件界面的接触是局部微观接触;在高频超声振动作用下,界面受到与振动方向平行的周期性摩擦力的作用,而摩擦首先发生于界面的微观接触部分;在压力和摩擦力的作用下微观接触部分产生剧烈的塑性变形,其周围氧化膜等被破碎排除,形成局部纯净金属之间的接触;随着能量输入的增加,这些区域在摩擦力和塑性变形作用下首先形成微观冶金连接区域;在该阶段,焊接接头的拉伸载荷比较低,焊接界面冶金连接区域生长行为直接影响拉伸载荷的变化;
2)焊接接头拉伸载荷快速增长阶段。随着能量输入的增加,界面局部冶金连接“孤岛”在界面间粘–滑运动作用下,沿着振动方向快速生长,一方面在摩擦力作用下,断续的“孤岛”区通过塑性变形不断融合形成连续的线状连接区域,另一方面随着冶金连接区域的增大,界面间的粘–滑运动,变为粘滞运动,冶金连接区域沿振动方向的生长趋于稳定;
3)焊接接头拉伸载荷随输入能量的增加而增速逐渐减小阶段,并且该阶段对应的能量区间比较大。随着界面由粘–滑运动变为粘滞运动,输入焊接区域的超声能量主要转化为金属材料的塑性变形能。随着能量输入的增加,焊接区域的温度不断升高,致使焊接区域金属的塑性变形抗力减小,塑性流动性增强,连续的带状冶金连接区域沿着垂直于振动方向生长。随着能量的进一步增加,冶金连接融合区域进一步扩展,逐渐形成片状连接区域,拉伸失效载荷进一步增大,断裂特征由界面分离变为焊接区域断裂;
4)焊接接头的拉伸载荷平稳阶段,即随着能量输入的增加,拉伸载荷在 4300 N 左右波动。焊接接头拉伸断裂特征,断裂位置发生于焊接区域边缘,并且从载荷–能量曲线中可以看出在 1600–2400 J 能量区间,焊接接头拉伸载荷强度处于一平台区间,在该能量区间,能量的增加对焊接接头拉伸载荷影响不大,均可以获得性能优良的焊接接头。
焊接接头的拉伸载荷–能量曲线及断裂特征分析表明:纯铜超声焊接界面冶金连接区域的演变过程直接影响焊接接头强度;随着焊接能量的增加,焊接界面连接行为呈现点–线–面的演变过程,该演变过程主要与超声能转化过程有关;焊接接头的断裂特征由界面断裂演变为焊接区域断裂。
Cu–Al 焊接—焊接时间对力学性能的影响
数据采集实验用材料,C1100 Cu 与 6061Al。下图焊接接头最大拉伸载荷随焊接时间变化曲线。从图中可以看出焊接接头拉伸强度随焊接时间的增加而增加,当焊接时间 t=0.5 s 时,焊接接头强度达到最大,其最大拉伸载荷为 3250 N,随着焊接时间的继续增加,焊接接头强度随之降低。Cu–Al 的拉伸载荷曲线变化特征较为简单,Cu–Al 的拉伸载荷随焊接时间变化曲线大致分为两个阶段:
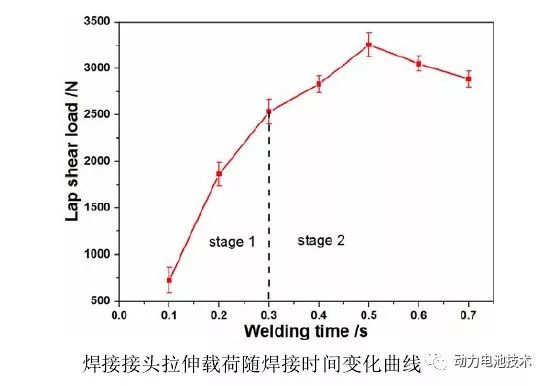
1)焊接起始阶段。界面微连接生成,并快速生长阶段。同 Cu–Cu 超声焊接类似,焊接起始阶段,在高频超声振动作用下,摩擦首先发生于界面的微观接触部分;在摩擦力的作用下微观接触部分产生剧烈的塑性变形,其周围 Al、Cu 的氧化膜等被破碎排除,形成局部纯净金属之间的接触,在压力作用下形成微观冶金连接区域。随着焊接时间的增加,界面局部冶金连接区域在界面间粘–滑运动作用下,沿着振动方向快速生长,不断融合形成连续的线状连接区域。
尽管在该阶段界面间的连接面积不断增大,但从界面的微观结构观测分析,并没有界面间扩散层出现。因此,在这一阶段,界面的演变过程在焊接接头的拉伸载荷变化表现为:拉伸载荷值比较低,随着焊接时间增加拉伸载荷快速生长,即焊接接头的拉伸强度主要由 Cu–Al纯净金属接触面积所决定。尽管 6061Al 的拉伸强度大于 C1100 Cu,但与低输入能量的纯铜超声焊接相比,Cu–Al 的接头强度明显较低,可能与 Al 的氧化膜较厚,破碎后在界面连接区域的分布有关。
2)界面出现扩散行为阶段。扩散层厚度随焊接时间增加而增加,接头的断裂形式均为界面分离断裂,这一阶段在载荷–焊接时间曲线上呈现先增大后减小趋势。焊接时间为 0.3 s 时,界面连接已经随焊接时间增加逐渐生长为接近工具头面积区域,随着焊接时间的进一步增加,界面的输入能量主要用于促进界面的升温及塑性变形,这都会加速原子间的扩散行为,致使界面出现了扩散形成金属间化合物 IMC, IMC层与 6061Al 结合比与 Cu 的结合差。
研究表明,在异种金属发生连接行为时,界面间生成一层薄的、连续的 IMC 是形成优良接头的必要条件,但是如果 IMC 层过厚将会使焊接接头强度降低。因此,可知在该阶段 Cu–Al 焊接接头的强度主要受界面间 IMC 的生长行为所制约。另外根据文献显示,当铜–铝界面间 IMC层厚度低于 2 μm 时,焊接界面强度达到最佳。
与 Cu–Cu 超声焊接对比可知,同种金属超声焊接接头强度主要由焊接冶金连接面积及界面塑性变形区域的厚度所决定,而在异种金属超声焊接过程中,优良的焊接接头主要由 IMC 层的生长行为决定。
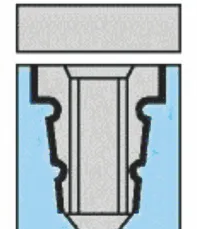
特斯拉电池组铝丝压焊Aluminum Wire Bonding
大家都知道TESLA在模组中应用超声焊接威廉希尔官方网站 ,具体来说是指电芯与整个模组母排连接位置的熔丝焊接工艺。
Wire bonding有两种形式: 球焊和楔焊。 金丝球焊是最常用的方法,在这种制程中,一个熔化的金球黏在一段在线,压下后作为第一个焊点,然后从第一个焊点抽出弯曲的线再以新月形状将线(第二个楔形焊点)连上,然后又形成另一个新球用于下一个的第一个球焊点。金丝球焊被归为热声制程,也就是说焊点是在热、超声波、压力以及时间的综合作用下形成的。第二种压焊方法是楔形制程,这种制程主要使用铝线,但也可用金线,通常都在室温下进行。楔焊将两个楔形焊点压下形成连接,在这种制程中没有球形成。铝线焊接制程被归为超声波线焊,形成焊点只用到超声波能、压力以及时间等参数。市场上主要有四种材料用作Bonding Wire,分别为金、银、铜和铝。
-
动力电池
+关注
关注
113文章
4534浏览量
77629 -
超声波
+关注
关注
63文章
3014浏览量
138355 -
焊接
+关注
关注
38文章
3125浏览量
59727
原文标题:【金辰股份·透视】起底被特斯拉应用超10年的超声波焊接
文章出处:【微信号:gh_a6b91417f850,微信公众号:高工锂电威廉希尔官方网站 与应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
超声波焊接原理和应用
超声波焊接原理与锂电池极耳超声波焊接质量的分析
超声波焊接的优势有哪些
影响超声波焊接的因素
简述超声波焊接原理及超声波威廉希尔官方网站 应用





 工商网监
工商网监
评论