 锂电池极片辊压温度如何影响动力电池性能
锂电池极片辊压温度如何影响动力电池性能
前言
极片表面涂层材料的压实密度与电池的电化学性能有很重要的关系,合理的压实密度可有效增加电池的电化学性能,降低电极的接触电阻和交流阻抗,增加参与电化学反应的活性材料面积,从而显著提高极片涂层材料的电化学性能。
极片制造工序主要是涂布和轧制工艺,其中,轧制工艺很关键。极片轧制工艺主要解决以下几点关键问题:
(1)降低极片在轧制过程中的延伸率和宽展率,降低极片涂层材料孔隙结构的破坏率;
(2)提高极片涂层的厚度一致性,以改善极片的横截面形状。
(3)提高极片轧制后电极材料的压实密度一致性;
(4)减少极片轧制后表面电极材料的反弹;
极片表面涂层材料的压实密度与电池的电化学性能有很重要的关系,合理的压实密度可有效增加电池的电化学性能,降低电极的接触电阻和交流阻抗,增加参与电化学反应的活性材料面积,从而显著提高极片涂层材料的电化学性能。锂离子电池极片制造属于高精度制造范畴,极片轧制区别于板带材轧制,板带材轧制是一个金属材料发生纵向延伸和横向宽展的过程,轧制过程中材料密度不发生变化。而电池极片表面的电极材料是一种孔隙结构,轧制过程中正负极片上电极材料被压实,密度发生变化,极片轧制是一个孔隙结构被填充,涂层颗粒逐渐密实的过程。
极片辊压的目的有以下几点:
1)保证极片表面光滑和平整,防止涂层表面的毛刺刺穿隔膜引发短路;
2)对极片涂层材料进行压实,降低极片的体积,以提高电池的能量密度;
3)使活性物质、导电剂颗粒接触更加紧密,提高电子导电率;
4)增强涂层材料与集流体的结合强度,减少电池极片在循环过程中掉粉情况的发生,提高电池的循环寿命和安全性能。
此前,锂电池极片辊压工艺基础解析(点击阅读)文章分享了辊压基础知识,有人询问辊压温度对电池极片和电池性能的影响,本次分享一份资料,摘取其中部分说明锂电池极片辊压温度的影响。极片辊压分为冷轧和热轧两种方式,目前国外已经广泛采用热轧的方式进行极片轧制,而国内还是多采用冷轧的方式。与冷轧相比,热轧主要有以下优点:
1)可以减少约50%的极片反弹;
2)利用较小的轧制力即可将极片的厚度压缩到工艺需求的厚度,轧制力最大可减小62%;
3)增强涂层材料与集流体的结合力,减少电池在充放电循环过程中掉粉情况的发生,提高电池的循环寿命。
刘彬彬等采用LiFePO4作为正极材料,锂片作为负极材料,制成扣式锂离子电池,以面密度、压实密度和厚度一致性三个参数为指标,考察了正极片的轧制温度对电池极片和电池电化学性能的影响。
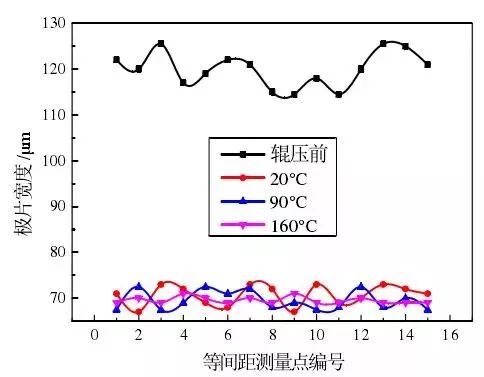
图1 不同轧制温度下的极片厚度
图1为涂敷厚度为 100 μm 的极片在不同轧制温度下的厚度曲线,如图所示,随着轧制温度由 20°C 增加为 90°C 再增加为 160°C,极片厚度偏差由±1.9μm 降低为±1.3 μm 再降低为±0.8μm,极片厚度一致性逐渐提高,这是因为随着轧制温度的增加,极片涂层变形抗力减小,可塑性变好,使得极片表面厚度更加均匀。
图2 不同轧制温度下的极片涂层材料表面SEM图
图2为不同轧制温度下的极片涂层材料表面 SEM 图,如图中所示,轧制温度为20°C 时,极片涂层表面部分区域颗粒结合较为紧密,部分区域还不够紧密,且存在少量微孔;轧制温度为 90°C 时,极片涂层表面颗粒紧密结合程度增加,紧密结合区域增加,微孔数量在减少;轧制温度为 160°C 时,极片涂层表面颗粒紧密结合程度进一步增加,紧密结合区域进一步增大,微孔数量进一步减少。轧制温度的不同改变了涂层的变形抗力,使得极片涂层材料表面具有不同的致密程度。
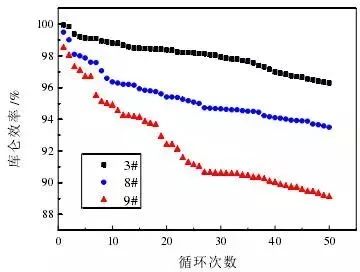
图3 各样品电池的库仑效率
图3是各样品电池的库伦效率,9#、8#、3#分别为20°C、90°C 、160°C条件下辊压极片制作的电池。由图3可见,当轧制温度从 20°C 提高到 90°C 再提高到 160°C 时,样品的库仑效率也有所提高。库仑效率是在同一充放电循环中放电比容量与充电比容量的比率,极片的厚度一致性提高时电阻就会降低,库仑效率也会相应提高。

图4 各样品电池的循环伏安性能
图 4为各样品的循环伏安性能曲线,9#、8#、3#分别为20°C、90°C 、160°C条件下辊压极片制作的电池。由图可见实验样品中当轧制温度为 160°C 时,向上的氧化峰与向下的还原峰对称性较好,峰位差也最小,充电和放电的可逆性也最好,证明库仑效率必然也高。
-
锂电池
+关注
关注
260文章
8106浏览量
170043 -
动力电池
+关注
关注
113文章
4534浏览量
77639
原文标题:【高工锂电·威廉希尔官方网站 π】锂电池极片辊压温度如何影响动力电池性能?
文章出处:【微信号:gh_a6b91417f850,微信公众号:高工锂电威廉希尔官方网站 与应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
如何设计锂电池相关电路避免锂电池边充边放?
锂电动力电池和普通锂电电池分辨外观方法
温度是如何对动力电池的性能造成影响?
锂电池测试动力柜与电芯测试设备:保障电池性能的关键
三元锂电池和磷酸铁锂电池的区别
锂电池供电电路保护方案
动力电池和储能电池的区别 储能电池与动力电池电芯有区别吗
PL7304升压型双节锂电池充电控制芯片,
温度对铅酸和锂电池性能的影响及应对策略






 工商网监
工商网监
评论