 食品杀菌设备数据采集远程监控系统解决方案
食品杀菌设备数据采集远程监控系统解决方案
一、背景与挑战
在现代食品安全体系中,食品加工行业面临着多重挑战:如何在保证产品安全的同时提高生产效率?如何实时监测设备状态以预防故障?传统的监控方式往往依赖人工记录与现场检查,这种方法不仅耗时费力,还容易出现人为误差。因此,建立一个智能化的数据采集与远程监控系统显得尤为迫切。
二、解决方案与系统架构
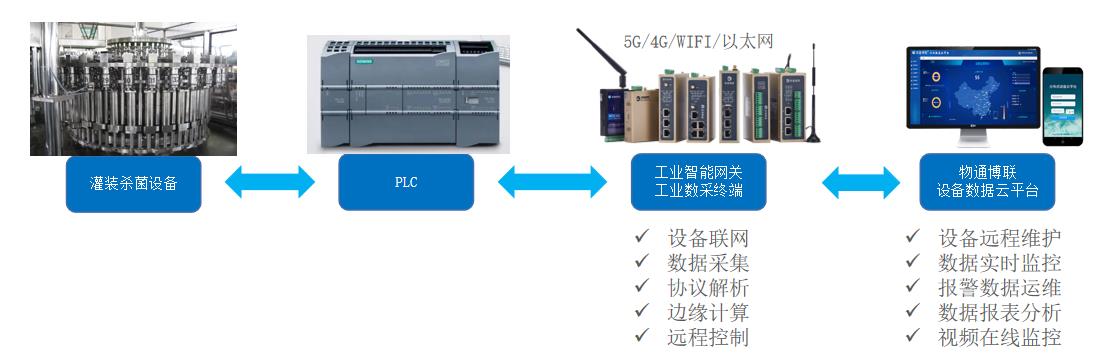
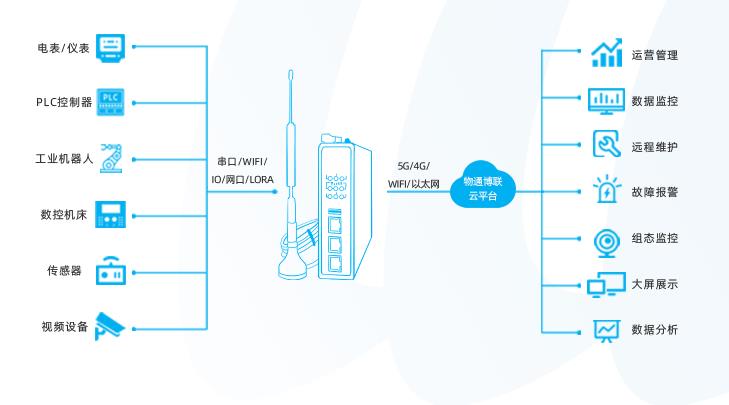
物通博联推出的食品杀菌设备数据采集远程监控系统解决方案,以工业智能网关为中心,通过接入传感器、PLC进行数据采集,并将设备数据以5G/4G/WIFI/以太网等方式上传到云平台或上位机中,从而远程监控设备状态与参数,并实现自动告警、远程控制、数据分析等功能,为设备运行安全与产品质量安全提供充足的数据化基础。该系统由三层结构组成:
感知层:通过传感器和PLC对食品杀菌设备的各项参数进行感知和控制。
网络层:工业智能网关采集数据并利用有线/无线网络实现数据传输。
应用层:对数据进行存储、分析和处理,并提供可视化界面供用户操作。
三、系统功能及优势
1、实时监控
系统可以实时显示食品杀菌设备的各项关键指标,如温度、压力、时间、电压、电流等,帮助管理人员及时了解设备运行状况与工艺参数。
2、自动告警
一旦监测到异常数据,系统会立即发送报警信息至相关人员,支持微信、短信、邮件等方式,快速定位诊断,及时采取措施避免事故发生。
2、远程控制
借助手机电脑等智能终端,管理者无需时刻待在生产现场,可以随时随地对设备进行远程操控,如远程启停风机、调节温度等,真正实现了无人值守的自动化管理。
3、数据分析
通过数据大屏,不仅能监测当前设备状态,还能对未来趋势做出预测。例如,根据历史数据生成设备维护计划,减少非计划停机时间和维修费用。
审核编辑 黄宇
-
数据采集
+关注
关注
38文章
6060浏览量
113630 -
远程监控系统
+关注
关注
0文章
113浏览量
17237
发布评论请先 登录
相关推荐
食品烘焙设备数据采集远程监控方案
水泵数据采集远程监控系统功能
喷雾除尘设备数据采集远程监控系统方案

水利数据采集远程监控平台是什么
电气自动化设备plc数据采集远程监控系统解决方案


定量包装机PLC数据采集远程监控系统解决方案概述
热压机PLC数据采集远程监控物联网解决方案







 工商网监
工商网监
评论