 铝管激光焊接炸孔解决方法
铝管激光焊接炸孔解决方法
铝材作为一种金属材料,具有许多良好的特性,比如良好的导电性、导热性和耐腐蚀性等。但它也有一些缺点,比如在激光焊接时容易出现气孔和炸孔。
一、问题出现的原因
铝管激光焊接过程中,出现炸孔的原因可能是多方面的,包括焊接参数不合理、材料质量问题、焊接结构设计不合理等。具体表现为:
1.能量密度过高
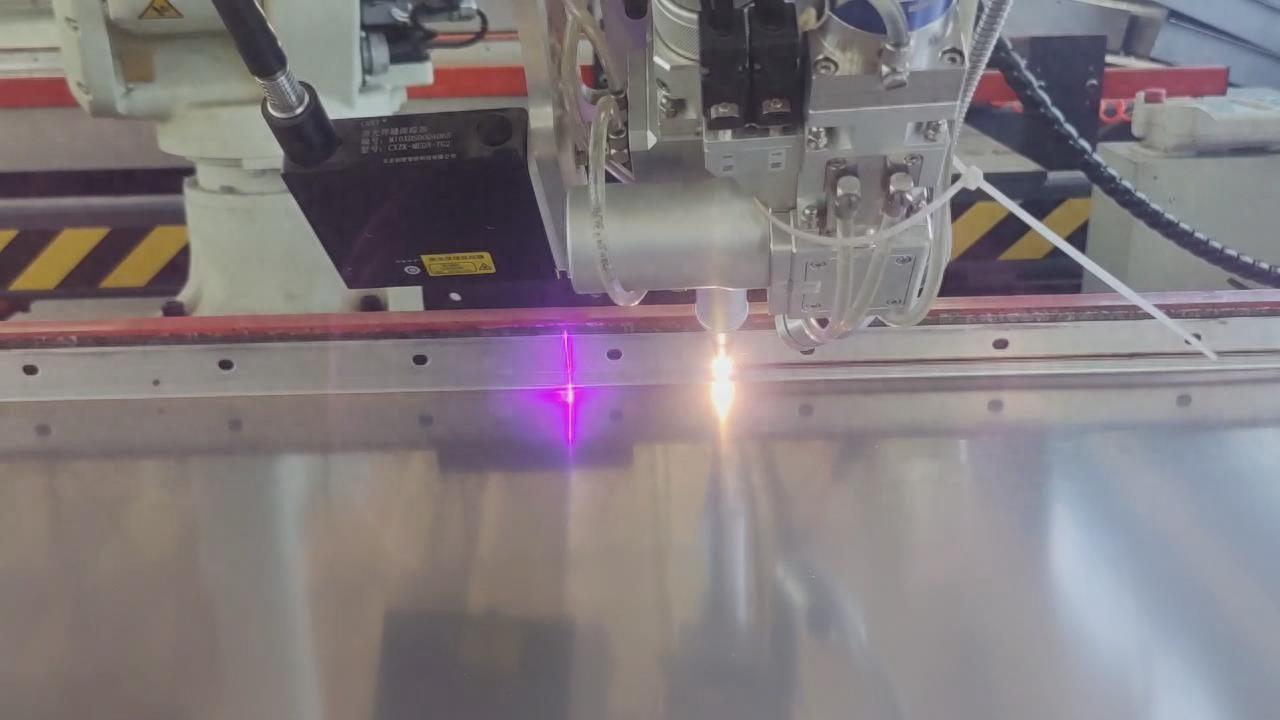
在铝管激光焊接中,如果能量密度过高,就容易在焊接位置出现炸孔。因为过高的能量密度会使铝管的熔池过热,熔池内的气体会迅速膨胀,从而形成炸孔。
2.铝管材料质量低劣
如果铝管的材料质量存在问题,比如杂质较多、气体含量较高等情况,也容易出现炸孔的问题。
3.焊接结构设计不合理
如果焊接结构设计不合理,比如焊接区域过小、焊缝太细或者角度不当等情况,也会增加焊接出现炸孔的风险。
二、解决方法
为了有效避免铝管激光焊接出现炸孔的问题,可以从以下几个方面入手:
1.优化焊接参数
优化焊接参数是避免炸孔问题的关键。需要根据铝管的材质、厚度、焊接面积和形状等因素,调整焊接能量、焊接速度等参数,确保能够在保证焊接质量的前提下,避免出现炸孔。
2.提高材料质量
提高材料质量也是避免炸孔问题的重要因素之一。可以从选用优质的铝管材料、减少杂质和气体含量、改进材料纯度等方面入手,确保焊接质量和稳定性。
3.改良焊接结构
合理的焊接结构可以避免炸孔的出现。需要从焊接区域大小、角度、角度锐利程度等方面进行优化,确保焊接区域能够充分均匀加热,避免出现炸孔的问题。
4.使用合适的气体保护
在铝管激光焊接时,光束照射区域容易接触到空气。使用适当的惰性气体,如氩气,进行保护,可以有效避免空气中氧化物参与,避免炸孔的发生。
5.焊焊缝加压
在焊接过程中给焊缝加压,避免产生气孔和炸孔。
以上几点是在铝管激光焊接中常见的避免炸孔问题的解决方法。如果在实际操作中仍然存在炸孔问题,需要结合具体情况进行调整和优化。
审核编辑 黄宇
-
激光焊接
+关注
关注
3文章
487浏览量
21031
发布评论请先 登录
相关推荐
激光焊接对比传统焊接的优势和前景


激光焊接视觉定位引导方法
焊接外观质量缺陷激光在线检测方法

有没搞错!花了大价钱的激光孔设计性能竟然不如普通通孔?
焊接时出现炸锡现象的原因有哪些?




激光焊接威廉希尔官方网站 在焊接温度传感器的特点







 工商网监
工商网监
评论