 详解锡膏产生空洞的具体原因
详解锡膏产生空洞的具体原因
空洞是指焊点中存在的气泡或空隙,它会影响焊点的机械强度、热传导性和电气性能。在相同的PCB和器件条件下,有的焊接材料容易形成空洞,有的锡膏则表现出卓越的控制焊点空洞的特性。焊接过程中助焊剂的变化是一个十分复杂的过程,涉及多种物理和化学变化,助焊剂的配方决定了焊接效果和特性。
焊接过程中助焊剂清除焊接端面金属氧化物生成水、气化形成空洞;助焊剂中的有机酸酯化生成水、气化导致空洞;助焊剂中有机物裂解形成空洞。
基本反应原理
(a)焊接过程中助焊剂清除焊接端面金属氧化层,生成金属盐和水
2RCOOH+SnO=(RCOO)2Sn+H2O^
2HBr+CuO=CuBr2+H2O^
(b)焊接过程中助焊剂有机酸脂化形成水汽逸出
RCOOH +R'OH = RCOOR' + H2O^
(c)焊接过程中助焊剂活性不足,无法有效降低液态焊锡表面张力,助焊剂中有机物裂解产生水汽被裹挟在焊点内形成空洞.
助焊剂特性与空洞率的关系
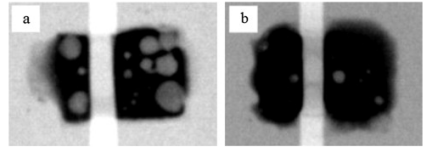
焊点内空洞率与焊锡膏的活性息息相关,图1焊点内气泡与助焊剂活性关系显示,助焊剂活性与焊点内气泡成反比——活性剂含量越高、焊点内空洞率越小。
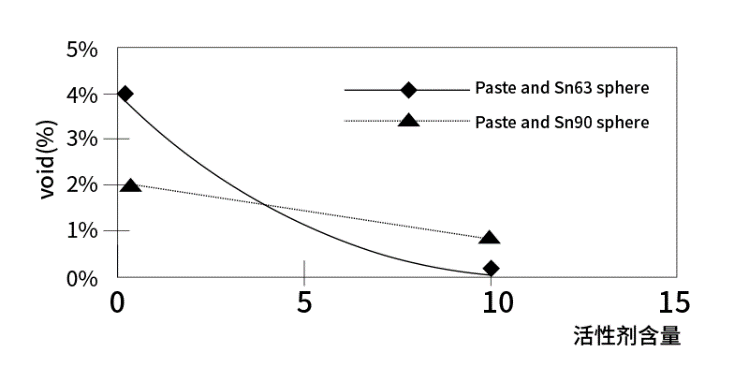
图1:锡膏活性与焊点空洞率的关系
锡膏助焊剂粘度与焊点空洞率同样成反比关系,图2:随着助焊剂粘度增高,焊点内气泡合量降低。
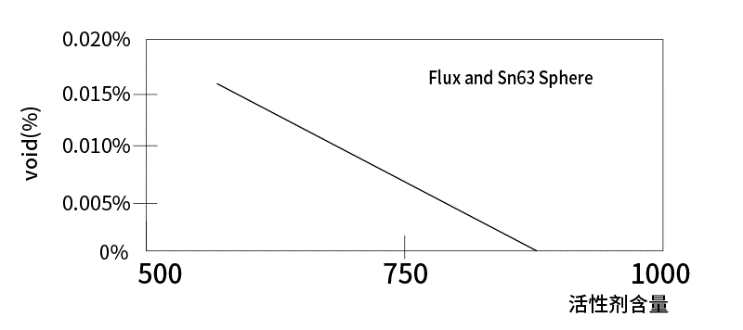
图2:锡膏粘度和焊点空洞率的关系
锡膏助焊剂沸点与焊点内气泡含量同样成反比关系如图3:助焊剂沸点越高,焊点内空洞越小。
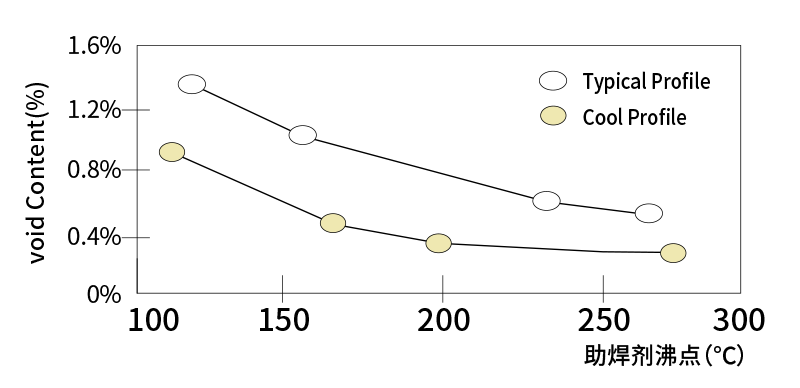
图3:锡膏助焊剂沸点与焊点空洞率的关系
锡膏内 Flux 活性剂含量高,有利于控制焊点内气泡含量,但活性剂的残留会腐蚀焊点,对产品可靠性不利。助焊剂粘度高有利于降低焊点内空洞,但较高的粘度对锡膏印刷不利,影响印刷品。
此外,助焊剂的沸点也影响着焊点内的气泡含量。选择具有较高沸点的助焊剂可以控制焊点内的气泡含量,如树脂型助焊剂和高沸点有机溶剂;树脂在高温下分解成有机酸易获得高沸点的效果,但树脂分解会带来残留物过多的负面效应。
福英达助焊剂
深圳市福英达工业威廉希尔官方网站
有限公司生产的水洗型助焊剂FWF-5100,活性强、助焊性能好,可靠性高,焊后残留物易清洗,可有效降低焊接空洞率。
审核编辑 黄宇
-
焊接
+关注
关注
38文章
3120浏览量
59711 -
锡膏
+关注
关注
1文章
823浏览量
16698
发布评论请先 登录
相关推荐
锡膏印刷时锡膏塌陷是怎么造成的?



SMT锡膏回流焊出现BGA空焊,如何解决?


SMT锡膏加工中立碑现象发生的原因及预防方法
SMT锡膏使用中产生假焊现象的原因及解决方法


影响锡珠产生的几个常见原因有哪些?

锡膏产生焊点空洞的原因有哪些?







 工商网监
工商网监
评论