 超声波焊接原理详解
超声波焊接原理详解
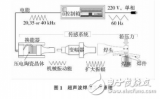
超声波焊接原理
超声波焊接是利用调频振动传递到2个需焊接的金属表面,在加压的情况下,使2个金属表面在固体状态下相互摩擦而形成的分子层之间的熔合,从而达到焊接作用。
这种方式的优点是无需使用材料,效率高,导电性能好,环保安全,是线束接点的发展趋势。缺点是焊接设备价格及维护费用都较高。超声波焊接有以下要求。
对于长焊点,最大允许每边5根导线,在独端焊点上允许最多15根导线。
允许的电线组合需满足表1要求。

表1 超声波焊接电线组合
焊点内导线的拉伸力必须达到表2要求。焊点内导线的剥离力必须达到表3要求。
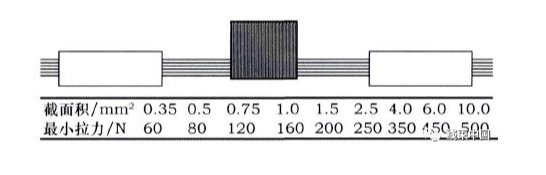
表2 超声波焊接导线拉伸力要求
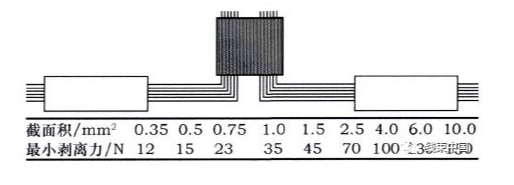
表3 超声波焊接导线剥离力要求
4)超声波焊接根据压缩度V进行评价,判断焊点是否合格,压缩度V应该在85%~95%之间。压缩度公式为:
V=100(Ak/AI)%
式中:V——压缩度;Ak——焊点的截面积;Al——线截面的总和。
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
超声波
+关注
关注
63文章
3014浏览量
138351 -
焊接
+关注
关注
38文章
3120浏览量
59711 -
电线
+关注
关注
6文章
722浏览量
26776
原文标题:超声波焊接原理及在线束生产领域的应用和优点
文章出处:【微信号:线束专家,微信公众号:线束专家】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
超声波焊接原理和应用
超声波焊接原理:通过超声波发生器将高频电能转换成高等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振
发表于 07-23 10:08
超声波焊接原理与锂电池极耳超声波焊接质量的分析
本文主要介绍了采用质量系统分析方法对影响锂电池极耳超声波焊接质量的各方面因素进行分析,找出了保证锂电池极耳超声波焊接质量的有效方法,从而保证了产品超
发表于 10-11 11:39
•36次下载
超声波焊接的优势有哪些
超声波焊接是一种高科技,它是应用物理学来完成的的一系列工业品的焊接操作。超声波运用的范畴很广,由于安全、便捷、成本低的原因让大量的公司和本人都信赖于
发表于 08-24 11:52
•3767次阅读
影响超声波焊接的因素
珠海灵科超声波塑焊机厂家自1993年来始终专注于超声波塑焊机、旋转摩擦焊接机、热板机、超声波清洗机、非标设备及工装夹具的研发制造。拥有15000㎡的占地面积,104余台CNC加工设备,
发表于 08-24 11:53
•2212次阅读
超声波焊接威廉希尔官方网站 详解
什么是超声波焊接 超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
简述超声波焊接原理及超声波威廉希尔官方网站 应用
随着年代的发展,超声波塑焊产品从原来单一的塑料制品逐渐发展到塑料、无纺布、包装、打印耗材、医疗、电子、电器、 轿车、文具玩具、生活用品等各个领域。下面声峰超声波小编说说超声波焊接原理及





 工商网监
工商网监
评论