 理解锡膏的回流过程 怎样设定锡膏回流温度曲线
理解锡膏的回流过程 怎样设定锡膏回流温度曲线
引言:
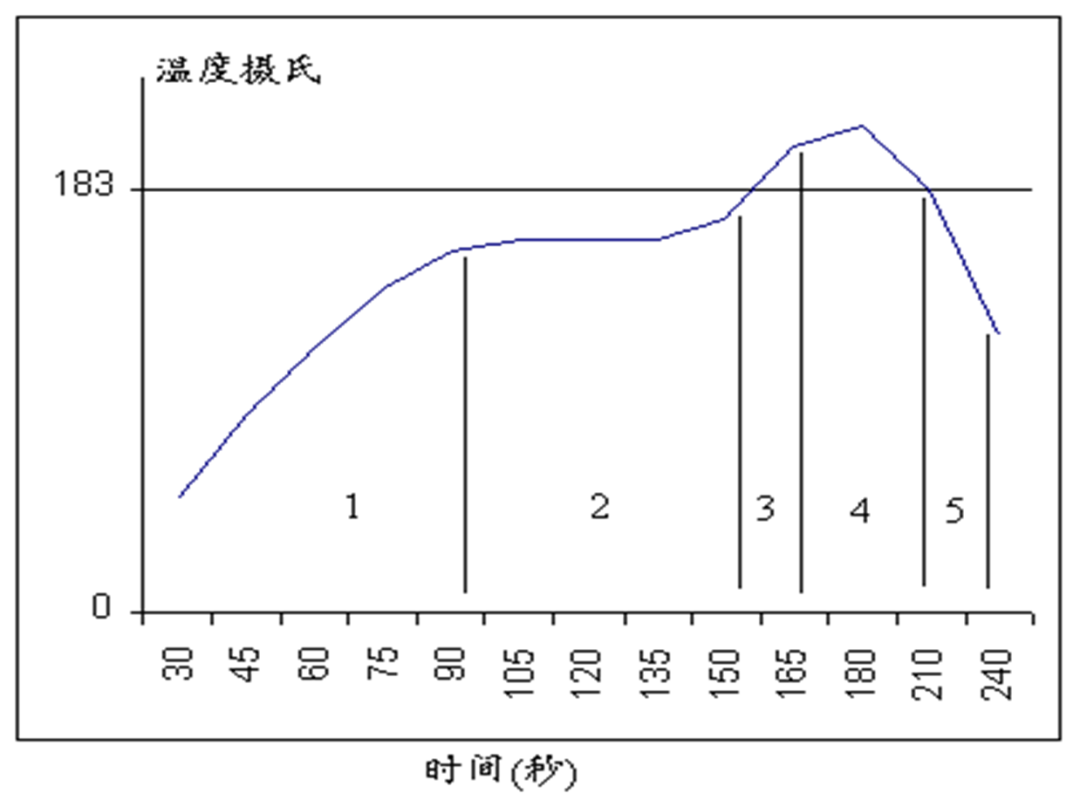
当锡膏至于一个加热的环境中,锡膏回流分为五个阶段,本文主要讲解锡膏的回流过程和怎样设定锡膏回流温度曲线两个阶段。
第一阶段
用于达到所需粘度和丝印性能的溶剂开始蒸发,温度上升必需慢(大约每秒3° C),以限制沸腾和飞溅,防止形成小锡珠,还有,一些元件对内部应力比较敏感,如果元件外部温度上升太快,会造成断裂。
第二阶段
助焊剂活跃,化学清洗行动开始,水溶性助焊剂和免洗型助焊剂都会发生同样的清洗行动,只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。好的冶金学上的锡焊点要求“清洁”的表面。
第三阶段
当温度继续上升,焊锡颗粒首先单独熔化,并开始液化和表面吸锡的“灯草”过程。这样在所有可能的表面上覆盖,并开始形成锡焊点。
第四阶段
这个阶段最为重要,当单个的焊锡颗粒全部熔化后,结合一起形成液态锡,这时表面张力作用开始形成焊脚表面,如果元件引脚与PCB焊盘的间隙超过4mil,则极可能由于表面张力使引脚和焊盘分开,即造成锡点开路。
第五阶段
冷却阶段,如果冷却快,锡点强度会稍微大一点,但不可以太快而引起元件内部的温度应力。
理解锡膏的回流过程:
回流焊接要求总结
重要的是有充分的缓慢加热来安全地蒸发溶剂,防止锡珠形成和限制由于温度膨胀引起的元件内部应力,造成断裂痕可靠性问题。其次,助焊剂活跃阶段必须有适当的时间和温度,允许清洁阶段在焊锡颗粒刚刚开始熔化时完成。
时间温度曲线中焊锡熔化的阶段是最重要的,必须充分地让焊锡颗粒完全熔化,液化形成冶金焊接,剩余溶剂和助焊剂残余的蒸发,形成焊脚表面。此阶段如果太热或太长,可能对元件和PCB造成伤害。锡膏回流温度曲线的设定最好是根据锡膏供应商提供的数据进行,同时把握元件内部温度应力变化原则,即加热温升速度小于每秒3° C和冷却温降速度小于5° C
怎样锡膏回流温度曲线:
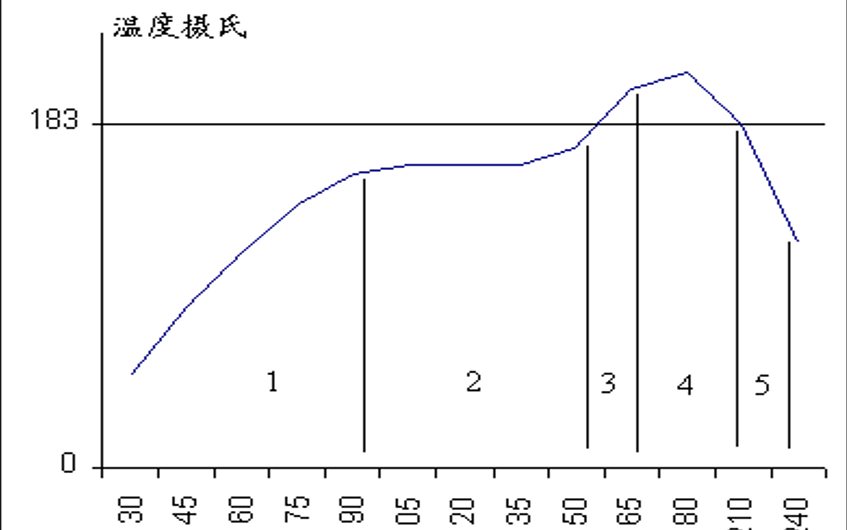
理想的曲线由四个部分或区间组成,前面三个区加热、最后一个区冷却。炉的温区越多,越能使温度曲线的轮廓达到更准确和接近设定。大多数锡膏都能用四个基本温区成功回流。
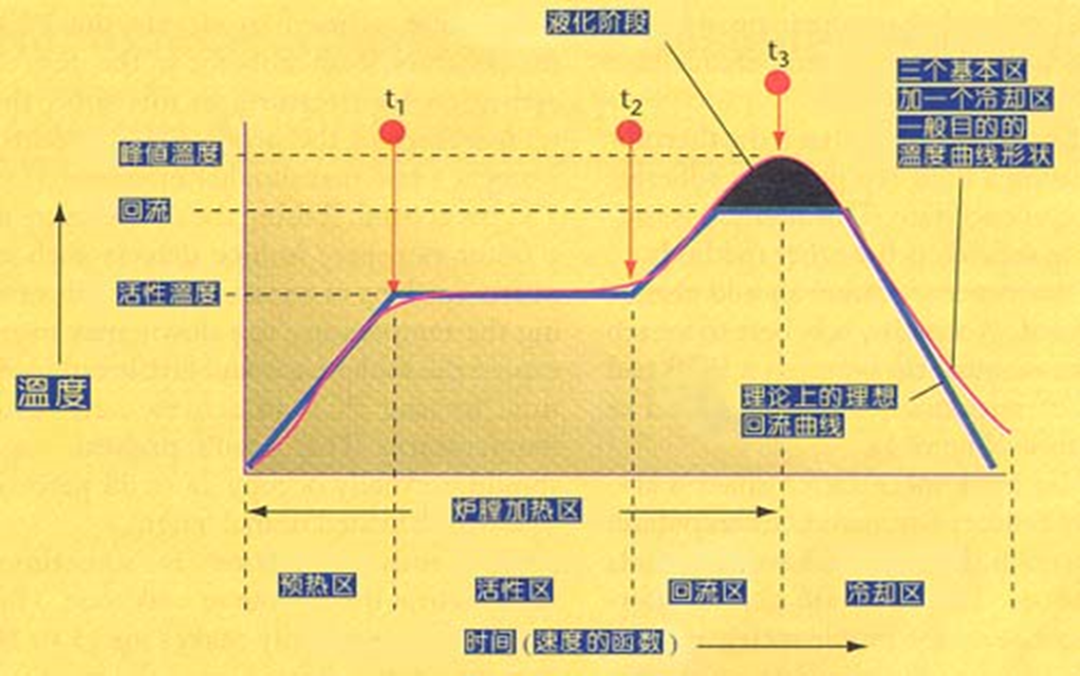
预热区:
也叫斜坡区,用来将PCB的温度从周围环境温度提升到所须的活性温度。在这个区,产品的温度以不超过每秒25°C速度连续上升,温度升得太快会引起某些缺陷,如陶瓷电容的细微裂纹,而温度上升太慢,锡膏会感温过度,没有足够的时间使PCB达到活性温度。炉的预热区一般占整个加热通道长度的2533%。
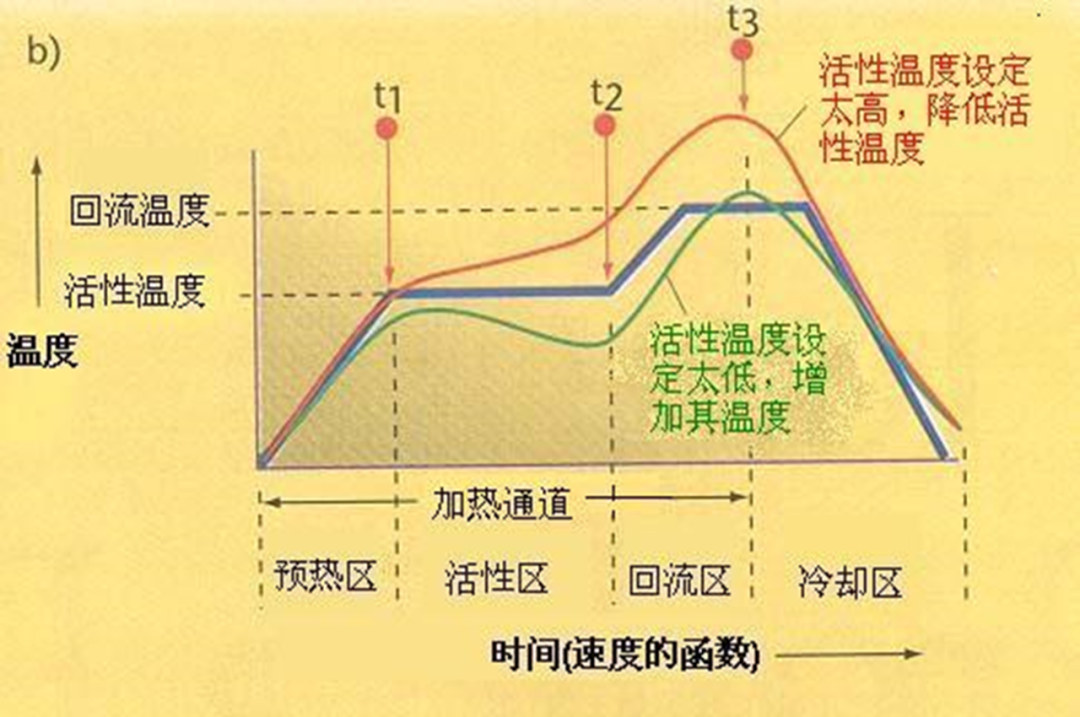
活性区:
(炉膛加热区) ,有时叫做干燥或浸湿区,这个区一般占加热通道的3350%,有两个功用,第一是,将PCB在相当稳定的温度下感温,允许不同质量的元件在温度上同质,减少它们的相当温差。第二个功能是,允许助焊剂活性化,挥发性的物质从锡膏中挥发。一般普遍的活性温度范围是120150°C。
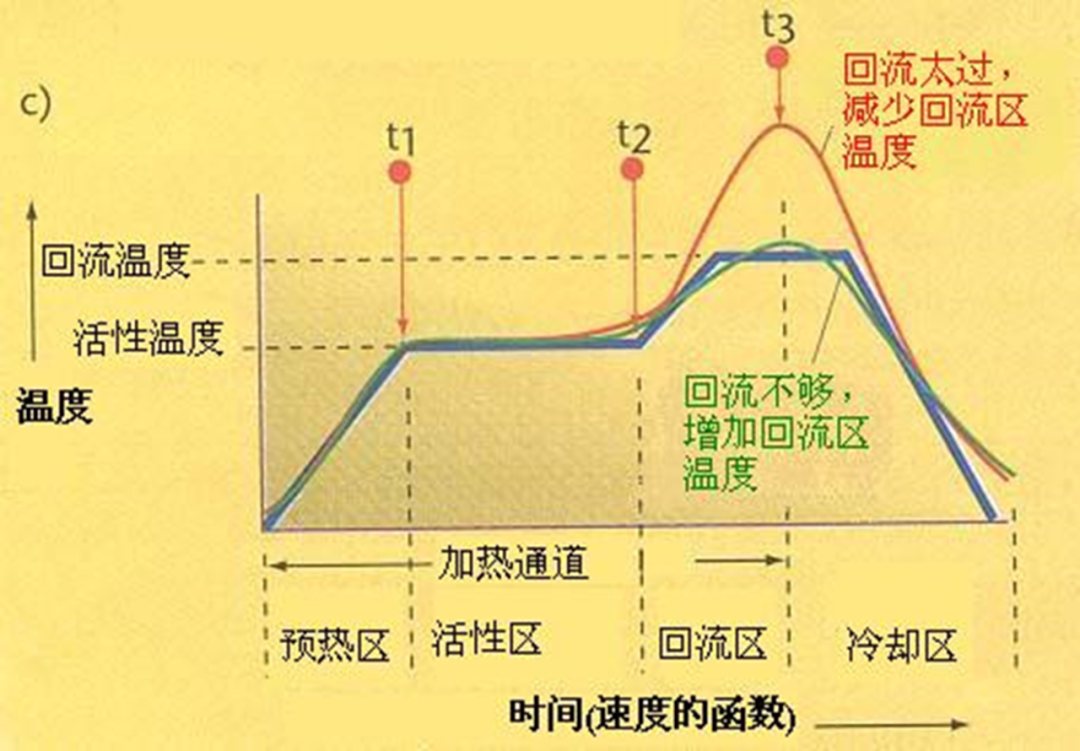
回流区:
有时叫做峰值区或最后升温区。这个区的作用是将PCB装配的温度从活性温度提高到所推荐的峰值温度。活性温度总是比合金的熔点温度低一点,而峰值温度总是在熔点上。典型的峰值温度范围是205230°C,这个区的温度设定太高会使其温升斜率超过每秒25°C,或达到回流峰值温度比推荐的高。这种情况可能引起PCB的过分卷曲、脱层或烧损,并损害元件的完整性。
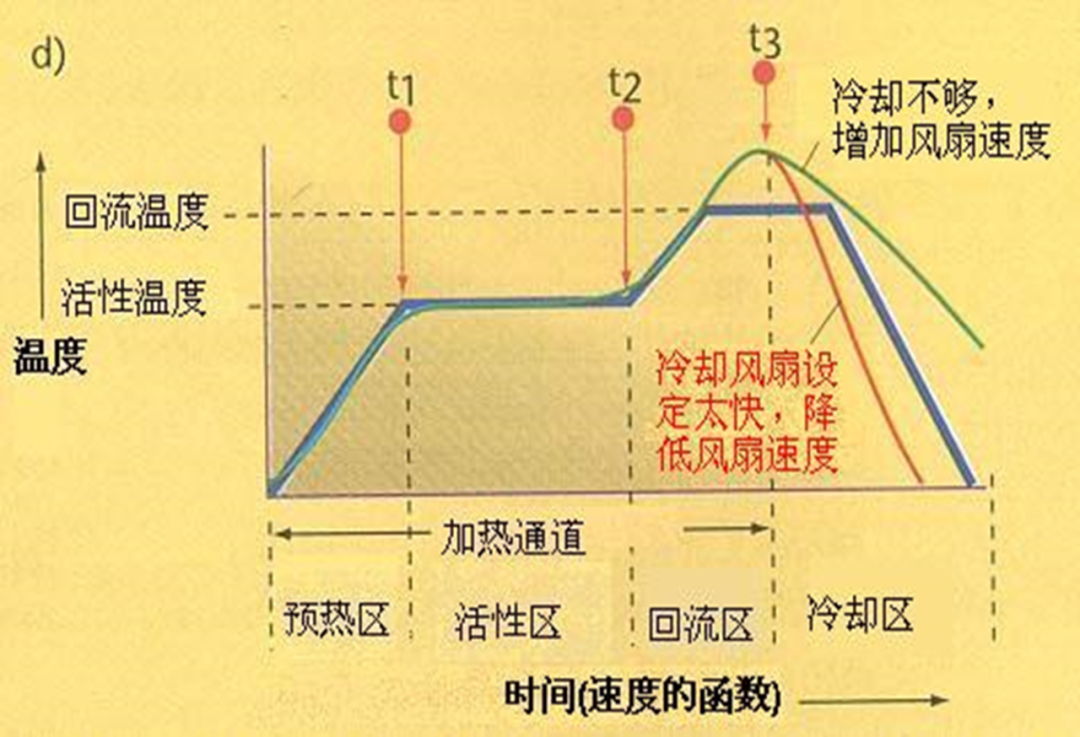
理想设定锡膏回流温度曲线
理想的冷却区曲线应该是和回流区曲线成镜像关系。越是靠近这种镜像关系,焊点达到固态的结构越紧密,得到焊接点的质量越高,结合完整性越好。
作温度曲线的第一个考虑参数是传输带的速度设定,该设定将决定PCB在加热通道所花的时间。典型的锡膏制造厂参数要求3~4分钟的加热曲线,用总的加热通道长度除以总的加热感温时间,即为准确的传输带速度,例如,当锡膏要求四分钟的加热时间,使用六英尺加热通道长度,计算为:6 英尺 ÷ 4 分钟 = 每分钟 1.5 英尺 = 每分钟 18 英寸。
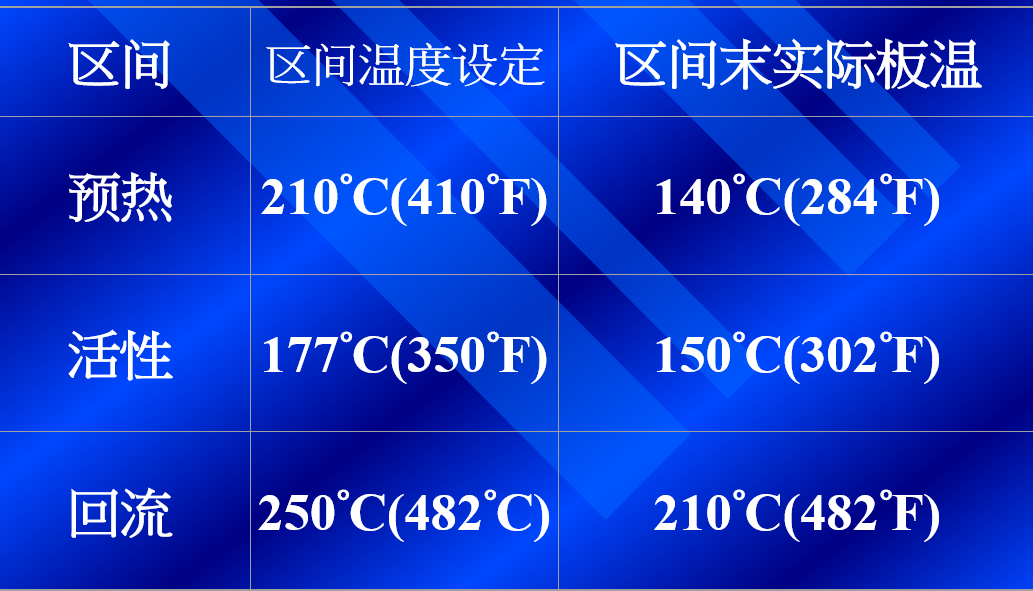
接下来必须决定各个区的温度设定,重要的是要了解实际的区间温度不一定就是该区的显示温度。显示温度只是代表区内热敏电偶的温度,如果热电偶越靠近加热源,显示的温度将相对比区间温度较高,热电偶越靠近PCB的直接通道,显示的温度将越能反应区间温度。
典型PCB回流区间温度设定:
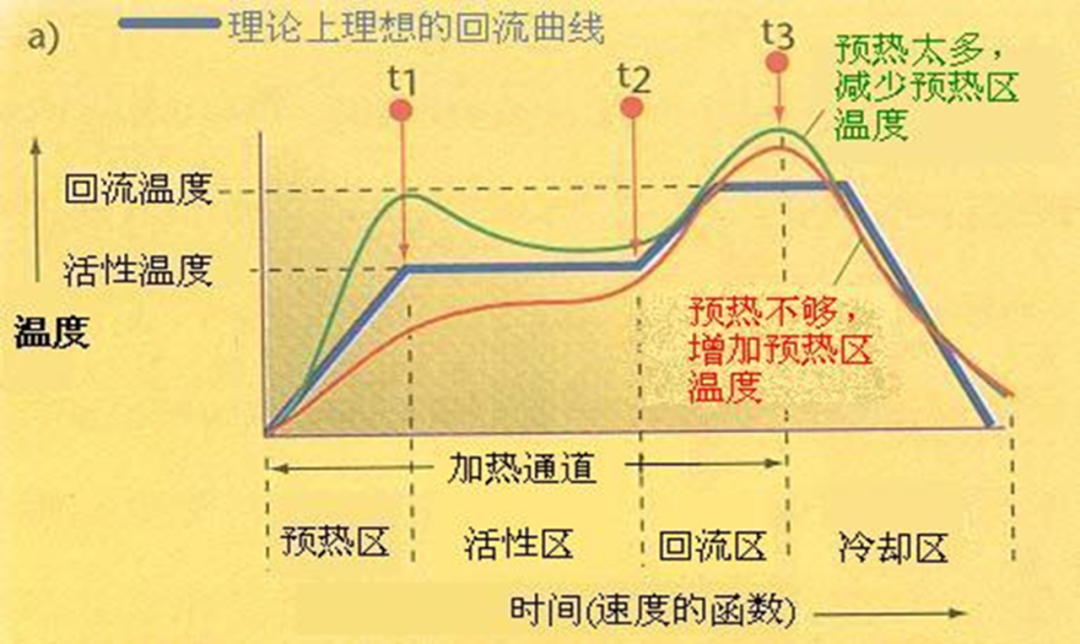
如何获得正确的升温速率
图形曲线的形状必须和所希望的相比较,如果形状不协调,则同下面的图形进行比较。选择与实际图形形状最相协调的曲线。
任选选老师擅长SMT贴片回流与DIP制程中的异常分析及改善,拥有多项威廉希尔官方网站 改造专利;军工,航空航天,工控医疗的PCBA具备深厚加工经验;具备多个上市公司SMT制程管理经验,现服务于PCBA样板生产上市公司。
审核编辑:汤梓红
-
pcb
+关注
关注
4319文章
23083浏览量
397559 -
锡膏
+关注
关注
1文章
823浏览量
16698 -
温度曲线
+关注
关注
0文章
7浏览量
7841 -
回流焊接
+关注
关注
1文章
42浏览量
8598
发布评论请先 登录
相关推荐

0201元件锡膏选择
无铅锡膏温度曲线仪在pcb装配中的应用
详细分享怎样设定锡膏回流焊温度曲线?


如何优化中温无铅锡膏的回流时间?






 工商网监
工商网监
评论