 焊点背后的秘密:有铅与无铅PCB板的温度故事
焊点背后的秘密:有铅与无铅PCB板的温度故事
引言
随着电子行业的快速发展,印刷电路板(PCB)作为电子元件的基础,其焊接工艺及材料选择对整体性能有着至关重要的影响。目前,市场上主要有铅和无铅两种PCB板。本文将详细探讨这两种PCB板在回流焊过程中的温度要求。
一、有铅PCB板回流焊温度要求
预热阶段:预热的主要目的是使PCB板和元器件预热,以减少焊接时的热冲击。预热温度通常控制在80~120℃,时间为1~3分钟。若预热温度过高,可能导致焊膏中的溶剂挥发过快,引起焊接不良。
保温阶段:保温阶段是为了使PCB板上的元器件和焊膏充分熔化。保温温度通常控制在150~180℃,时间为30~60秒。这一阶段需要保持稳定的温度,以确保焊点的质量和可靠性。
回流阶段:回流阶段是实现焊接的关键阶段。此时,焊膏中的焊料开始熔化并润湿元器件引脚和焊盘。回流温度通常控制在210~240℃,时间为20~40秒。若温度过高或时间过长,可能导致元器件受损或PCB板变形。
冷却阶段:冷却阶段是为了使焊接后的PCB板和元器件逐渐冷却至室温,以避免因快速冷却产生的热应力。冷却速度应控制在每秒下降4~6℃的范围内。
二、无铅PCB板回流焊温度要求
预热阶段:无铅焊料的熔点较高,因此需要更高的预热温度。预热温度通常控制在100~150℃,时间为1~3分钟。预热过程中要确保元器件均匀受热,以避免焊接不良。
保温阶段:保温阶段对于无铅焊接尤为重要,因为无铅焊料的流动性较差。保温温度通常控制在180~220℃,时间为30~60秒。这一阶段要确保焊膏充分熔化并润湿元器件引脚和焊盘。
回流阶段:无铅焊接的回流温度较有铅焊接更高。回流温度通常控制在240~260℃,时间为20~40秒。由于无铅焊料的熔点较高,因此需要更高的温度和更长的时间来实现焊接。同时,要避免温度过高导致元器件受损或PCB板变形。
冷却阶段:无铅焊接后的冷却过程与有铅焊接相似,但由于无铅焊料的热膨胀系数较大,因此需要更加缓慢的冷却速度。冷却速度应控制在每秒下降3~5℃的范围内,以减少热应力对元器件和PCB板的影响。
三、有铅与无铅PCB板回流焊温度要求比较
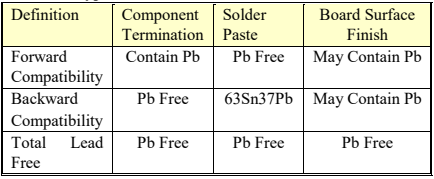
总体来说,无铅焊接相较于有铅焊接具有更高的焊接温度和更长的焊接时间。这主要是由于无铅焊料的熔点较高和流动性较差所导致的。因此,在实际生产过程中,需要根据所使用的焊料类型和元器件类型来制定合理的回流焊温度曲线,以确保焊接质量和产品可靠性。
结论
本文详细探讨了有铅和无铅PCB板在回流焊过程中的温度要求。通过对比分析发现,无铅焊接相较于有铅焊接具有更高的焊接温度和更长的焊接时间。因此,在实际生产过程中,需要根据所使用的焊料类型和元器件类型来制定合理的回流焊温度曲线,以确保焊接质量和产品可靠性。同时,还需要关注焊接过程中的其他因素,如焊接气氛、焊接速度和焊接压力等,以实现最佳的焊接效果。
-
元器件
+关注
关注
112文章
4717浏览量
92337 -
PCB板
+关注
关注
27文章
1448浏览量
51651 -
焊点
+关注
关注
0文章
112浏览量
12751 -
贴片机
+关注
关注
9文章
651浏览量
22511
发布评论请先 登录
相关推荐
PCBA加工中的RoHS无铅工艺

PCBA工艺选择:有铅与无铅,差异何在?
选择锡膏是有铅好还是无铅的好?
管状印刷无铅锡膏的性能特点有哪些?

在PCBA加工中有铅锡膏与无铅锡膏有什么区别

无铅锡膏有哪些优缺点?

焊点的失效模式有哪些?
SMT贴片中无铅锡膏焊接的优势?
如何确定中温无铅锡膏的炉温曲线?
为什么无铅锡膏比有铅锡膏价格贵?

中温无铅锡膏的炉温参数怎么设置?





 工商网监
工商网监
评论