 基石数据:TOC实施篇,清远(十六)
基石数据:TOC实施篇,清远(十六)
2018年8月8号,有幸透过Mr. Nathan认识清远某PCB公司,在8月9号的现场沟通过程中,大体了解情况,每天出货大概1.2万尺,一个月产出在35万尺,产线从开料结存约23万-25万尺,工厂每个工序结存都多,平均每个月工厂有1600个生产型号,每天大概55个型号。
现场详细考察了以下具体信息:
01.了解ERP的排单模式;
02.确定核实产线的结存及结存分布;
03.确定可外发和自生产工序最大产能;
04.了解员工人数;
05. 了解物料配套情况;
06.了解当前的水电耗比情况;
07.了解人均产值;
08.设备产能理论产能,品牌及设备使用及保养程度;
09.成品仓结存;
10.历史过往报废率;
11.3-6个月的订单情况,包括订单结构,产品类型,客户下单比例,交期情况;
12.在线排单思想,是否二次排产,是否各工序排产,是否拆批;
13.计划部在整个工厂体系的定位和职能;
14. 生产模式是做MTS还是做MTO;
15.摸底瓶颈工序;
经过上述详细调研,我们给出的方案如下:
1.根据瓶颈工序开始排计划单,这是在3-6个月的客户订单结构基础上分出不同客户的产品类型、不同客户订单后,再转化生产实物的产能情况,在此基础上排出瓶颈工序的计划;
2.人为降低在线结存,通过节假日或者强制暂停投料,把结存降到合理水平;
3.计算出大概停止投料几天后,新投料能赶得上前面的旧单;
4.要求产线所有工序结存清理完毕,就开始设备保养,同时迎接新排单的到来,仔细查看本工序要求,及早提出本工序问题;
5.看单准备所有排单的物料需求,准备好辅材药水治工具等,做水蜘蛛配送;
6.了解部分不同工艺路线,搭配工序中不同工艺路线产品的比例;
现场实施阶段:
8月份现场实施导入阶段,按照上述调研情况和具体方案,实际操作过程如下:
01.根据阻焊工序作为瓶颈工序,排单按瓶颈工序排产,考虑产品、工艺等多种因素;
02.各工序主管拿到排单后,认真看排单内容,所有关系到本工序的内容,包含:产品类型和BOM内容,都要准备好,要求不能够在要生产时候等物料;
03.我们把计划的内容下放到各工序主管,要求主管负责计划排单的内容,特别是过站数量的上下工序衔接。按我们的理论,把计划的实施下到生产执行(MES)层,数据的管控下放到工序;
04.准备好BOM的齐套材料,按TOC排单确定在2018年8月18号开始投料;
05.从沉铜开始8点按排单的料号开始进线,按生产计划会的确定生产时间控制,控制每个站点的停留时间,同时控制站点的数量;
06.第一块和第一个型号的板通过沉铜后开始进线路,线路主管因为知道沉铜来板顺序,它就提前准备菲林和干膜,安排曝光机准备工作,3台曝光机按型号进板;
07.图形电镀先准备线路下来要做的生产板资料,准备工艺参数;
08.蚀刻按型号来准备蚀刻参数,同一型号一次性过站;
09.外层AOI提前准备资料,按型号清单生产;
10.经过18小时生产,8月18日的TOC排单内,前3款型号528PNL已经在AOI工序之前,等待阻焊工序清理旧单;
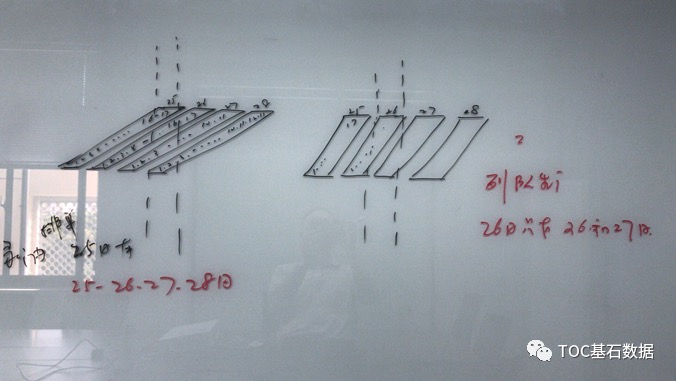
11.清理阻焊工序的旧单,等待11小时,同时要求阻焊做设备保养。AOI工序的板等待列队,按型号分别开始进线,交叉磨板,保证瓶颈工序不会断线清;
12.加快后工序的旧单清单力度,同时推进新单到后工序,分开新旧单的产品存放区域;
13.最后把旧单清理后统计旧单的缺料情况,把订单全部补齐;
8月份现场实施的答疑记录:
问:绿油最大的诉求就是每天的塞孔/二次油的总量变化大导致产出不稳定,当然还有油墨种类的问题?
答:阻焊结合近期市场的订单,塞孔/二次油、喷印工艺的产品做分类处理,纳入到主要瓶颈产能考虑。
问:样板需不需要排到计划排单?我们目前有两个样板人员跟进(白班和晚班各一个)?
答:样品暂时不用,用不同颜色流程卡区分,主管和领班见板就做,10天后纳入考核,因为样板有部分转生产。
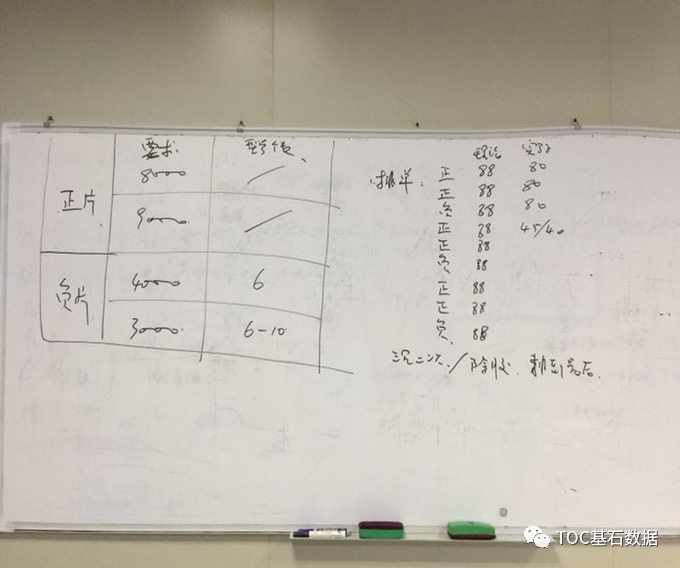
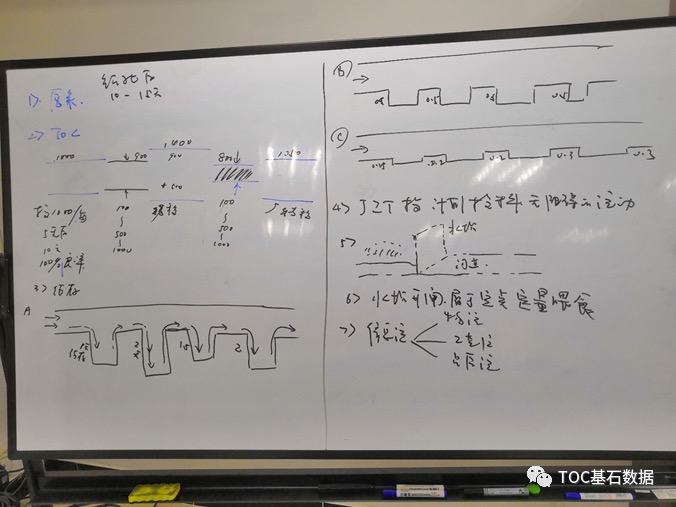
问:FA确定的电流指示,在MI中是没有体现的,所以ERP系统目前是没有的,要有也要重新花时间进行数据录入,否则就只能等产品到了图电才知道。当然,产品的正负片工艺,系统是能识别的?
答:先在我给你们的计划排单上加进去,手动录入也要加上去,这样电镀主管领班和员工提早知道,他们就好办。我们先按我给你们的计划单下发到各个生产主管领班。现在我们公司用的WIP表格字体太小,内容太多,其实看起来麻烦,真正看的没有几个。
问:该增加的识别控制点,在表中已发给IT进行处理,要求下周二处理好,但是如果控制点要求不够怎么办?
答:我们在做信息交付的时候要把对方看成一无所知的人,看到您发出去的表单就会清楚要准备什么,要注意什么,这样不容易出错。缺少的或者不准确的数据,在执行的过程中再进行优化,持续优化。
问:沉金产能目前只有4000平方英尺,而且这个月经常有问题,我现在最头痛的是19号的板还在钻孔等着,我们的物料采购对货期先后把控不好,计划经常会因为没有板料下,板料货期没有到的,比如现在把25号以后的订单都发了料,避免生产线没有板做?
答:先不急没事,现在我们要做的就是钻好的板来投线,就是所谓的齐套率,没有齐套我们不投,不排单,后续会把齐套率做为你自己工作重点来,工程文件没做好的,板料没有的,辅料没来的,通通不给排单和进线,这样就可以把采购和工程,还有设备等部门纳入进来。
问:绿油如何才能再次提高产能?
答:绿油房内(不是含代磨板)的结存数、绿油的清单率、绿油的翻洗率,这三者的关系用曲线能显示最好,看看趋势图,做趋势分析和改善。
实施效果:15过后的情况
现在我们应该可以来解决每个工序的问题,包括设备、外协和供应商等暴露出来的问题,目标就是要提高一次直通率和清单率,包括Mr. Nathan说的均衡产出,它是一个结果的表现,内在的问题要解决,解决完它的结果一定是我们要的范围。
经过15天的现场实施,各个工序的情况得到很大改善:
01.阻焊的产量提升,结存减少,周转率提升;
02. 阻焊翻洗率下降;
03.客户准交率上升;
04.在线结存下降;
05.计划人员减少;
06.送货司机减少;
07. 外发减少;
08.外发交付准时性提高;
09.业务、市场、计划和生产各部门的吵架减少,工作和谐度提高;
10.原材料库存下降;
11.成品仓库存下降;
12.产品一次直通率提升;
13. 品质批量报废减少;
14.开料尺寸趋向标准;



-
pcb
+关注
关注
4319文章
23087浏览量
397688 -
toc
+关注
关注
0文章
33浏览量
8127 -
智慧工厂
+关注
关注
2文章
406浏览量
27500 -
基石数据
+关注
关注
0文章
18浏览量
35
发布评论请先 登录
相关推荐







 工商网监
工商网监
评论