 不同芯径激光器焊接应用举例分析
不同芯径激光器焊接应用举例分析
激光器芯径的大小会影响光的传输损耗和能量密度分布,合理选择芯径十分重要,芯径过大会导致激光传输中的模式失真和散射,影响光束质量和聚焦精度,芯径过小会导致单模光纤光功率密度对称性变差,不利于高功率激光的传输。
一、小芯径激光器优势及应用(<100um)
高反材料:铝、铜、不锈钢、镍、钼等;
(1)高反材料需要选择小芯径激光器,利用高功率密度激光束使材料快速被加热至液化或汽化状态,提高材料对激光吸收率,实现高效快速加工,选择芯径大的激光器这容易导致高反,导致虚焊,甚至烧损激光器;
裂纹敏感性材料:镍、镀镍铜、铝、不锈钢、钛合金等
(2)这种材料一般需要严格控制热影响区,需要小熔池,选择小芯径激光器更合适;
高速激光加工:
(3)深熔焊需要高速激光加工,需要选择高能量密度的激光器,才能在高速下保证线能量足够熔化材料,尤其是叠焊,穿透焊,等对熔深要求较高的选择小芯径激光器更合适。
二、大芯径激光器优势及应用(>100um)
大芯径大光斑,热量覆盖面积大、作用面广,且只是实现材料表面微熔,非常适合在激光熔覆、激光重熔、激光退火、激光硬化等方面展开应用。在这些领域,大光斑意味着更高的生产效率、更低的缺陷(热导焊几乎没有缺陷)。
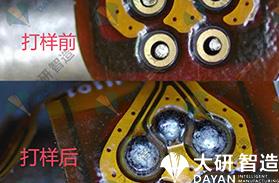
在焊接上,大光斑主要用来做复合焊,用于与小芯径激光复合:大光斑使得材料表面微熔,由固体转化为液体,使得材料对激光的吸收率大幅提升,再用小芯径打出匙孔,打出熔深,在这个过程中由于大光斑的预热,后处理,以及给到熔池较大的温度梯度,使得材料不易出现由于快热快冷所导致的裂纹缺陷,还能使得焊缝外观更为平滑,同时相较于单激光的方案实现更低的飞溅。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
激光器
+关注
关注
17文章
2509浏览量
60309 -
传输
+关注
关注
0文章
153浏览量
27448 -
焊接
+关注
关注
38文章
3099浏览量
59666
发布评论请先 登录
相关推荐
真空回流焊炉/真空焊接炉——半导体激光器失效分析
在光电子威廉希尔官方网站
行业中应用广泛。可靠性是半导体激光器应用中的一个重要问题,本文将探讨半导体激光器的失效模式和机理,帮助感兴趣的朋友了解并能预防半导体激光器失效的问题。

大研智造 半导体激光器在电子焊接中的应用及优势
了一种有效的解决方案。曾经,高功率激光器因体积庞大和高昂的维护成本而难以普及,但高功率半导体激光器威廉希尔官方网站
的进展,使得激光焊接变得实用且高效。
驱动激光器的窄脉冲是怎么产生的?
如题我现在用的是51单片机定时器产生的脉冲 达不到窄脉冲的要求
手里有STM32可产生PWM,但是感觉百ns以内的窄脉冲,MCU的上升沿时间应该不短吧,而且高电平电压幅度也到不了3.3V
后面准备用三极管/mos管做开关去驱动激光器 怕电压幅度太小了 驱动不了开关管
发表于 08-21 07:35
石墨烯在激光器中的应用
石墨烯在激光器中的应用是一个广泛而深入的研究领域,其独特的电学、热学和光学性质为激光器的性能提升和应用拓展提供了新的可能性。以下将详细探讨石墨烯在激光器中的具体应用、优势、挑战以及未来发展趋势。
铜激光焊接威廉希尔官方网站 篇——铜激光焊接难点分析
焊接的过程中稳定性较差。上述因素使得铜在采用红外激光焊接时必须使用高亮度激光器才能获得相对优良的焊接质量。但仍然避免不了焊缝成形差、热裂纹、

什么是超快激光器?
一、超快激光器的概念 超快激光器通常指用于发射超短脉冲的锁模激光器,例如,持续时间为飞秒或皮秒的脉冲。更精确的叫法应为超短脉冲激光器。而超短脉冲激光

选择手持激光焊接机激光器的 5 大秘诀!壹晨激光为你揭晓!
标题:《选择手持激光焊接机激光器的 5 大秘诀!壹晨激光为你揭晓!》 手持激光焊接机是一种高效、

光纤耦合激光器是什么 光纤耦合激光器支持多波长激光输出吗?
光纤耦合激光器是什么 光纤耦合激光器支持多波长激光输出吗? 光纤耦合激光器是一种集成了激光二极管和光纤耦合器件的
VCSEL激光器与EEL激光器的区别
VCSEL激光器与EEL激光器的区别 VCSEL激光器与EEL激光器是两种不同的激光器威廉希尔官方网站
,本文将详细介绍它们的区别。VCSEL
常见激光器类型
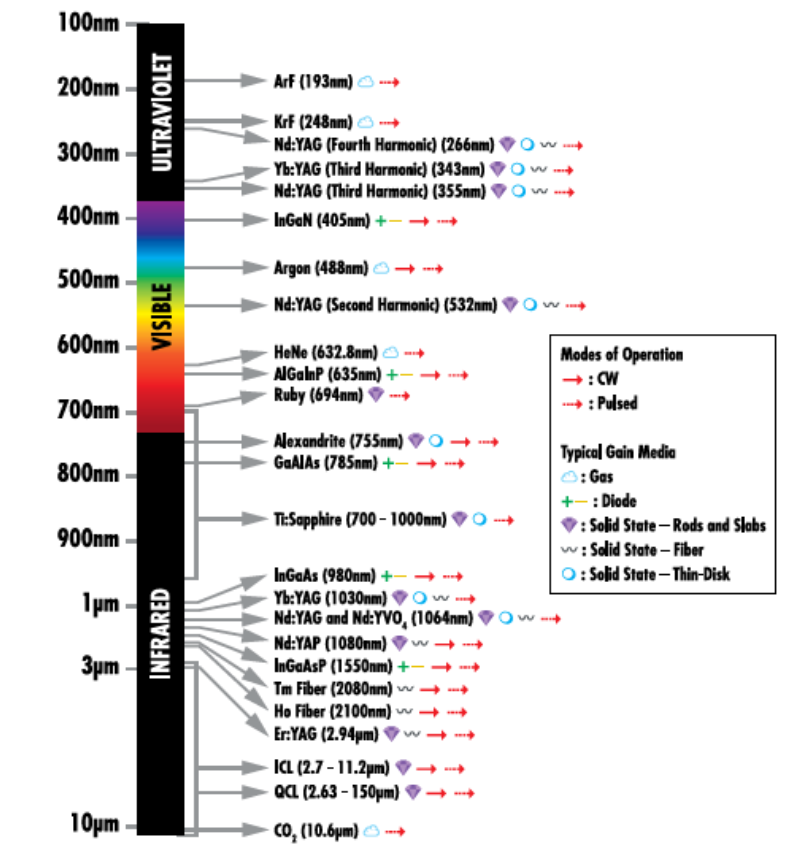
图1:具有典型工作模式和增益介质的普通商用激光器,其中CW代表连续波 激光器通常根据用于光放大的增益介质进行分类。常见的增益介质类型有气体、半导体(二极管)和固态。 常见工业激光器概述 图1显示了
什么是激光器?激光器的组成
激光是20世纪以来继核能、电脑、半导体之后,人类的又一重大发明,被称为“最快的刀”、“最准的尺”、“最亮的光”。1960年的5月16日,美国物理学家梅曼发明了世界首台激光器。人类第一次有了如此单色性
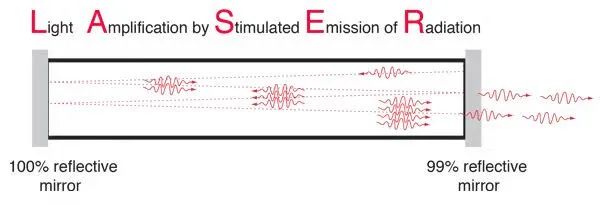
光纤激光器的原理是实现粒子数反转吗
光纤激光器是近年来迅速发展的光电子器件,它在光纤通信、光学测量、光学处理、光学传感等领域有着广泛的应用。光纤激光器的原理是基于粒子数反转来实现激光发射的。下面将详细介绍光纤激光器的原理





 工商网监
工商网监
评论