 极致降损!天智推出气雾化制粉工艺
极致降损!天智推出气雾化制粉工艺
从水气联合雾化到气雾化制粉,天智一直行走在提高雾化法制粉工艺的路上。气雾化制粉主要应用在金属磁粉芯上,受益于下游需求拉动,气雾化制粉威廉希尔官方网站 赋能行业升级改造。专注研发生产合金粉末的天智合金,在气雾化制粉工艺上又有何解决方案?
在刚过去不久的第二十一届华东磁性元件产业链峰会上,天智合金作为优秀粉末供应商参展。
《磁性元件与电源》记者观察到,高性能粉末在产业链中的重要性愈发凸显,而天智合金材料科技有限公司作为国内首批采用水气联合雾化制粉的供应商,历经十年发展,已成为国内代表性粉末供应商。因而在峰会前夕,记者联系了天智工程师赵放,与其达成了专访意向。
峰会当天,人头攒动,流连于天智合金展位前的客户亦是络绎不绝。记者经过多次邀约,赵放才于百忙之中抽出时间参与采访。
就降低合金粉末损耗方面,赵放与记者探讨了天智近期推出的气雾化制粉工艺。
01 新能源产业快速发展催生出气雾化制粉工艺
熔化、雾化和凝固,这是合金原料在气雾化制粉过程中经历的三个主要过程。
具体表现为:合金原料在高速气流冲击中使金属溶体,通过碰撞将气体动能转化为金属溶体的表面能,熔融金属流被击碎成细小液滴,最后再气流氛围中快速冷却凝固形成粉末。
气雾化制粉有着高的冷却速度和高的过冷度,所制备的粉末球形度高、流动性好、气体及杂质含量低,成为制备高性能金属及合金粉末的主要方法。
气雾化制粉工艺是新能源汽车、光储充等新能源领域快速发展下的产物。赵放说道:“新能源汽车对磁性能要求越来越高,需要较高的磁导率和磁饱和性能,同时还要降低功率损耗。”
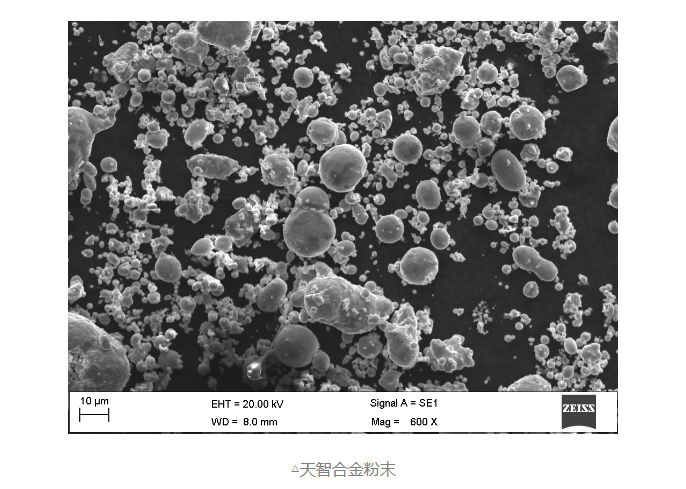
△天智合金粉末
新能源汽车对磁元件提出了高频化的要求,对合金粉末而言,需要更高的饱和磁感强度和更好的耐高频衰减性。“之前使用的频率基本上是在几十kHZ到一两百kHZ,高频化后工作频率基本在1M以上,更高的时候是在3M甚至到10MHZ,那么粉末的磁性就不能出现高频衰减,所以在高频下还要保证磁性能的稳定性。现在天智的粉末能在1MHz到10MHz之间磁导率不下降。”
02 气雾化制粉纯度可达99.8%以上
今年六月,天智正式采用气雾化制粉工艺,当前每个月产能能达到300吨。
气雾化制粉主要采用的是铁镍、铁硅、铁硅铝类的粉末,应用端集中在金属磁磁芯、变压器类的产品。气雾化制粉工艺对粒度要求不需要很细,但是对粉末磁集成产品之后的损耗要求非常高,远远高于一体电感所要求的损耗值。
赵放表示,降低气雾化制粉过程中的损耗,需要提高粉末纯度、优化粒度级配、以及降低粉末中的氧含量。
相较于水气联合雾化粉末,气雾化制粉的粉末粒度会粗一些,这种情况下铁损就上升,产生的损耗主要是在涡流损耗或者铁损上。因此要降低铁损或者说降低涡流损耗,就需要粉末的纯度越高越好。“如果按金属的杂质含量来计算,天智的气雾化制粉纯度可以达到99. 8% 以上。”
此外,天智通过提高冶炼雾化工艺,尽量减少在冶炼雾化工艺中溶渣的含量,降低金属的损失,现在金属的收得率可以达到98%以上。
就降低氧含量方面而言,气雾化制粉里面的氧含量一般含量小于 1000ppm。因此要通过工艺设备的提升与改造以降低里面的氧的含量,把它降到越低越好。
对此,天智通过对气雾化设备的升级改造,以及熔炼过程中的熔炼方法的优化来降低氧的含量。“现在我们的氧含量跟同行业的相比已经是稍低一点了,我们正在往更低的氧含量方面研发。”
气雾化制粉的粉末如铁镍、铁硅类的氧含量一般在700、800个ppm,而天智是可以做到500、600个ppm,赵放表示气雾化制粉未来会尽量往低于500ppm方面发展。
小结
高性能原材料,是制造业发展刚需,已经必不可缺。未来,随着新能源产业的发展和第三代半导体威廉希尔官方网站 的持续创新,上至粉末、磁芯、线材、器件,下至汽车电子、光储充、大数据等应用场景的不断丰富,产业链变革俨然开始,风口仍将持续。
从终端需求来看,与第三代半导体配套的磁元件、材料研发,尤其是材料研发速度相对较慢。磁性原材料厂商需要有完整的打样链条和有完整的测试条件,对损耗能进行interwetten与威廉的赔率体系 性或者接近实际测试平台。
开发高性能原材料之路任重道远,天智在气雾化制粉降损耗方面的经验正是千千万万个原材料厂商前进路上的缩影,他们步履坚定,功不可没。
本文为哔哥哔特资讯原创文章,如需转载请在文前注明来源
审核编辑 黄宇
-
新能源汽车
+关注
关注
141文章
10523浏览量
99427
发布评论请先 登录
相关推荐
雾化器咪头芯片定制和咪头芯片功能开发
积鼎 VirtualFlow 高精度工程雾化模型,优化离心旋流喷嘴雾化效果


MOT仁懋MOSFET:电子雾化器选型推荐

雾化芯配件外观尺寸检测全攻略
博特激光:355nm高精度紫外激光打标机带来极致工艺

联发科将发布4nm工艺天玑9300+芯片
CFDPro雾化仿真 | 专为雾化过程与液滴属性研究设计的仿真模块
低压降VF肖特基二极管 TO-277B封装

基于SDI5209PSS-X2雾化器方案设计
华为GigaGreen创新发布,构筑5G-A时代极致体验、极致能效






 工商网监
工商网监
评论