 关于汽车车灯双色注塑威廉希尔官方网站
介绍
关于汽车车灯双色注塑威廉希尔官方网站
介绍
双色注塑是当前较为流行的先进注塑方式之一,为产品生产制造提供了有意义的节约潜力及全新的设计可能性。本文主要探讨双色注塑发展现状及趋势,特别重点介绍在汽车车灯应用的情况。
1、双色注塑定义
多色多物料注塑工艺就是将几种塑料在单一的制造工序或者生产单元中复合成多功能部件的过程。这种威廉希尔官方网站 是利用多种物料进行注塑生产,并在模塑过程中将不同材料的特性相结合进行装配或其它适合粘结的方法,以期改善产品功能性与美观度,给产品生产制造带来有意义节约潜力和崭新设计可能。
2、多色注塑的必要条件
多色注塑的配对材料必须满足两个基本兼容条件,分别是粘合相容和加工过程相容。
多色注塑也给注射设备带来了全新的需求。在射出单元方面,可以釆用平行同向,平行对向,横向和纵向的L型,Y型同向的单缸射出结构。在混合射嘴方面,可以选用花纹,波浪,流痕,渐层和夹层的专用射嘴。就夹模而言,可选择标准型、垂直转盘式、水平转盘式、转轴式、机械手转动式等机构。
多色注塑成型关键因素之一是电脑控制程序的多变性。因为即使是相同类型的多色产品,如果釆用不同的模具设计,就必须搭配不同的电控程序。
3、车灯的多色成型威廉希尔官方网站
随着国民经济的发展,汽车工业成为国家的支柱产业。当前汽车工业的飞速发展对汽车照明提出了越来越高的要求。
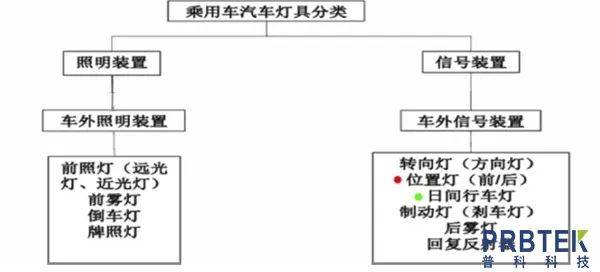
汽车照明的质量对于行车安全至关重要,所以当今世界上各个国家的规定对汽车照明提出了苛刻要求。灯具的设计不但要符合法规上安全性的要求,还要满足一些其它方面的要求,如外型要以整个汽车的外型融为一体,美观实用,本实用新型满足空气动力学要求,给驾驶员及乘客带来舒适与便利。所以车灯的英国威廉希尔公司网站 在汽车工业不断发展的过程中也是日新月异。
4、车灯的材质与工艺特点
车灯一般由底座与灯壳组成,底座的材料通常为热固性材料——BMC(团状模塑料),灯壳则可由PMMA、PP、ABS等材料加工而成,通常为二色或者三色。在双色车灯的制作过程中,尤其要注意双色注塑机的射出部,两螺杆中心距对应双色模具中心距。此外,有如下几个重要方面应引起我们的重视:
1.车灯稳定成型的影响元素
(1)控制单元响应:切换点过长、噪声干扰、命令输出不稳定、温度不稳定;
(2)油压系统的噪声:压力不稳定、阀门定位品性、迟滞、油管阻尼变化;
(3)机械系统的差异:油封内泄、阻尼、磨擦差异、螺杆止逆阀定位、止逆效果;
(4)塑化不均:塑化品性差异;
(5)模温控制。
2.车灯尾灯专用塑料料管组设计常见问题
(1)螺杆空转不进料;
(2)螺杆所需扭力过大无法旋转;
(3)塑料未完全融化;
(4)螺杆计量不稳定;
(5)塑料混炼不均;
(6)低温成型塑料易温升;
(7)成型品内有气泡;
(8)成型品内易吐黑变黄;
(9)螺杆易腐蚀、摩耗,使用寿命短。
3.螺杆料管组主要设计重点
塑料塑化螺杆料管组作为射出成型机中的心脏组件担负着塑料原料运输,熔融,混炼和计量的作用,因此塑料塑化螺杆关系到成型品质量。
改良塑化螺杆的主要目的是为了:
(1)提高剪切混炼作用;
(2)均匀混炼;
(3)提高塑化能力;
(4)确保熔胶温度均匀性。
4.尾灯专用螺杆设计重点
(1)L/D比:21~23;
(2)表面粗糙度需极光滑,避免积料;
(3)增加电镀层厚度耐腐蚀性;
(4)压缩比:2.3,入料段:约50%,压缩段:约30%,计量段:约20%。
5.车灯射出不良对策
(1)烧焦—降低射出压力,多段减速射出、模具抽真空;
(2)银纹—彻底烘干塑粒,提升背压,降低熔胶温度,降低射速;
(3)气泡—上升背压、熔胶温度下降、釆用除湿式干燥机、加大浇口或者流道的大小;
(4)结合线—提升熔胶温度,提升充填速度,提升排气和模温;
(5)毛边—提升锁模力,降低充填压力,降低熔胶温度;
(6)缩水—均厚设计,增加保压压力及时间,更换逆止阀。
-
车灯
+关注
关注
1文章
203浏览量
16570 -
汽车
+关注
关注
13文章
3498浏览量
37273
发布评论请先 登录
相关推荐

汽车车尾灯气密性检测仪常见故障及解决方法
磁敏电子双色液位计防爆吗
GLUKE GHTM2系列双色测温仪产品介绍
立功科技ISD智能交互车灯威廉希尔官方网站 方案

2024ALE车灯展ROHM产品介绍


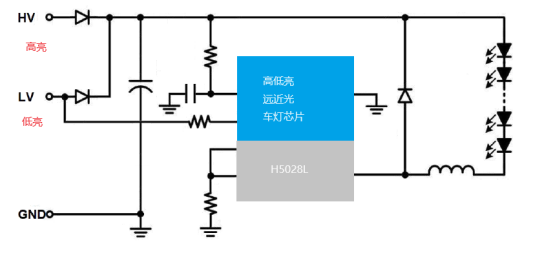
12V-80V车灯芯片都有哪些?
如何对车灯气密性检测、密封不合格进行分辨

汽车车灯光学仿真效果与均匀度评估案例

TCP2020示波器探头在汽车灯具测试上的应用
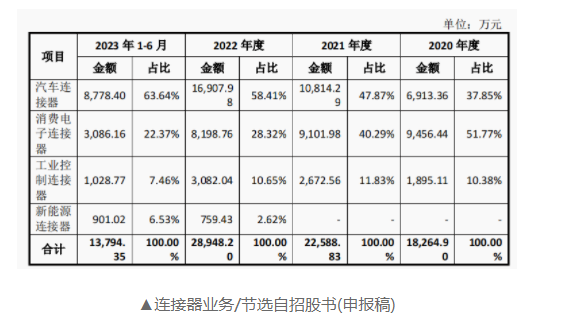
国内车灯连接器代表厂商思索威廉希尔官方网站 上市进行中





 工商网监
工商网监
评论