 表面处理威廉希尔官方网站
、工艺类型和方法(抛光控制系统)
表面处理威廉希尔官方网站
、工艺类型和方法(抛光控制系统)
有多种表面精加工威廉希尔官方网站 和方法来精加工零件,每种方法都会产生不同的表面光洁度和平整度。
研磨工艺
研磨是一种精密操作,基于载体中的研磨料游离磨粒或复合研磨盘基质中的固定磨粒的切割能力。有两种类型的研磨工艺: 金刚石或传统磨料。只要控制和监测研磨盘的平整度,任何一种研磨工艺都可以产生低至 0.0003 毫米的平整度结果。研磨过程是一种温和的切削过程,它将研磨盘的平整度转移到被研磨的部件上,而不会对部件施加任何应力,因为整个表面都是同时加工的。这与典型的 CNC、车削、铣削和磨削工艺不同,在这些工艺中,切割始终集中在特定区域。尽管任何研磨工艺都能够产生平整度,但金刚石和复合盘的工艺组合可实现更广泛的表面光洁度。
抛光工艺
抛光通常在研磨操作后进行,以达到最终的表面光洁度。抛光的一些主要因素是:达到镜面,改善外观,达到最佳密封面,光学测量平整度,改善电接触,提高材料的光学质量
化学机械抛光(CMP)
化学机械抛光或平面化学抛光是利用化学和机械力的结合来平滑表面的过程。它可以被认为是化学蚀刻和自由研磨抛光(研磨)的混合体。当需要非常低的 Ra 或需要无划痕的显微图像时,CMP 工艺很常见,例如用于显微硬度测试的冶金样品。
干式电解抛光
干式电解抛光可保留铸件或机加工部件的几何形状且不会使边缘变圆角,它可以去除打磨图案以提供明亮的镜面饰面。也能够处理复杂的几何形状,而不会在表面留下微划痕,同时保持组件公差。它比液体电解抛光更有效,液体电解抛光通常仅将表面粗糙度降低 50%。
离心式抛光
离心式抛光产生非常高的重力,驱动机构设计为产生比正常重力高 5-25 倍的高“G”力,3 或 4 个六边形/圆形桶安装在转塔上。转塔和机筒沿相反方向高速旋转,由此产生的离心力增加了机筒中磨料介质的重量,磨料介质与部件(也在机筒中)滑动,以产生快速切割动作
磨削工艺
磨削是一种使用较粗磨料的加工工艺。
振动精磨工艺
振动精加工是一种大规模精加工工艺,用于使用特殊形状的介质颗粒对大量相对较小的工件进行去毛刺、倒圆角、去氧化皮、抛光、清洁和光亮处理
拖动精加工
拖曳精加工是振动精加工的特殊版本。不同之处在于,待去毛刺和精加工的零件在连接到固定装置时通过介质机械拖动。这可以防止部件相互接触。
表面处理标准
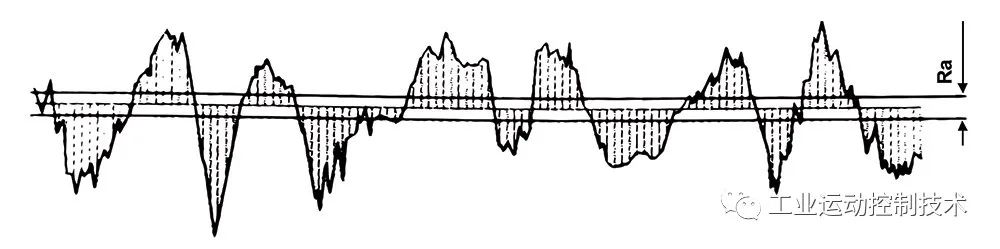
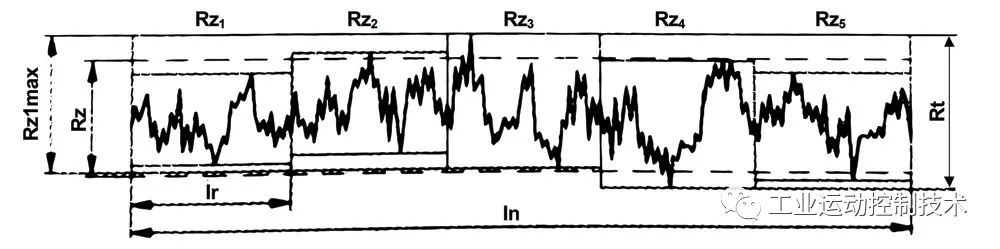
有多种表面处理标准,到目前为此最常见的是 Ra 和 Rz。Ra 是给定样品长度上的粗糙度平均值,虽然很常见,但由于它是平均值,它确实有可能遗漏可能不符合 Ra 目标精神的显着划痕。Rz 标准为过程提供了更好的整体粗糙度数据,首先将样本长度分成较小的扇区,然后对每个扇区进行最坏情况的峰谷测量,然后显示较小扇区组合值的平均值。表面处理标准本身就是一个详细的主题。
算术平均粗糙度值RA
粗糙度轮廓的总高度Rt、平均粗糙度深度Rz和最大粗糙度深度Rz1max
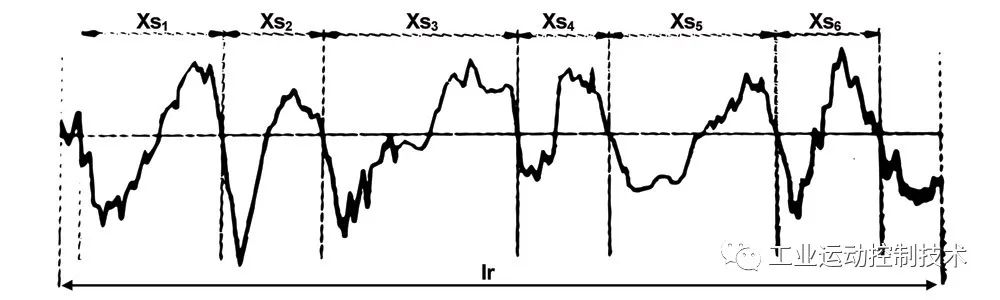
平均槽间距RSm是型材元素间距Xsi的平均值
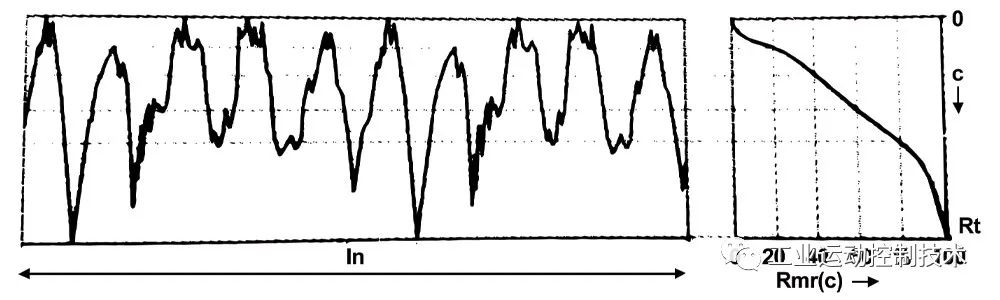
型材的材料成分曲线描绘了型材的材料成分Rmr(c)作为截面高度c(Abbott-Firestone Curve) 的函数
为什么表面处理很重要
由于许多不同的原因,需要定义组件的表面光洁度。最基本的是美学,但表面光洁度也可以控制部分的磨损特性,表面保持润滑的能力两个硬面产生良好的密封和许多其他重要目标都取决于生成的表面光洁度。工程图上的表面光洁度用勾号表示。这个符号表示所需的平整度 
以下是威廉希尔官方网站 图纸的摘录,其中显示了所需表面光洁度的示例
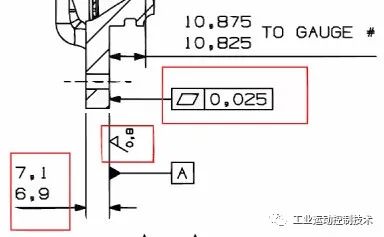
威廉希尔官方网站 图纸上表面光洁度的典型说明:

符号 A如何指定以 Ra 微米为单位的最大粗糙度值。
符号 B如何指定最大和最小粗糙度值。
符号 C如何指定最大粗糙度和精加工工艺。
如何测量表面光洁度
有两种测量表面光洁度的方法。接触式和非接触式测量系统。接触系统使用红宝石球或金刚石触针,考虑到表面上的波峰和波谷,它们以单一的短迹线穿过零件的表面。然后使用复杂的算法和公式将其转换为表面光洁度数字。这是成本较低的方法,简单的手持工具价格合理。使用干涉仪等非接触式系统时,激光会从表面反射,从而提供表面的 三维渲染。这是一种更昂贵的解决方案,但确实考虑了被测量的整个表面,而不仅仅是单个迹线。这种类型的测量系统对于光学表面光洁度测量更为重要。对于大多数工程应用,接触系统是可以接受的。

-
控制系统
+关注
关注
41文章
6605浏览量
110579 -
表面处理
+关注
关注
3文章
90浏览量
11248
发布评论请先 登录
相关推荐
晶圆单面抛光的装置及方法

控制12寸再生晶圆双面抛光平坦度的方法有哪些?
硅抛光片的主要威廉希尔官方网站 指标、测试标准及硅片加工参数的测量方法

氩离子抛光威廉希尔官方网站 :揭示材料内部结构的精密样品制备方法

机械抛光用的什么设备和辅助品
机械抛光和电解抛光的区别是什么
伺服控制系统的分类方式和常见伺服控制系统介绍

工业自动化控制系统有哪些类型
开环控制系统与闭环控制系统的区别
常见的PCB表面处理复合工艺分享
如何选择pcb表面处理方法

智能控制系统的主要类型有哪些?
表面处理方法HASL是什么





 工商网监
工商网监
评论