 一路走来 | 负责近百年历史的德国压铝机配套及改造的部分加热系统
一路走来 | 负责近百年历史的德国压铝机配套及改造的部分加热系统
关于部分改造设备如何协调原设计,相互配合,还要做到天衣无缝,这就需要非凡的功力,如果是进口设备就得更加要懂得外国人的实际思维理念,方可协调配合更完美。因此,描述一下压铝机的配套及改造的部分加热系统。
先简单的介绍一下,有些东西是甲方提供的信息与数据,该压铝机是解放前德国制造,二战失败后搬运到前苏联,苏联援建项目时来到中国,即上海电缆厂。
历时近100年,最初是德国人做炮筒的设备,到中国后改建成电缆注铝机,我公司做了其中2个小单元,其一,即加热器的预热与保温的控制,其二就是轧纹头设备。
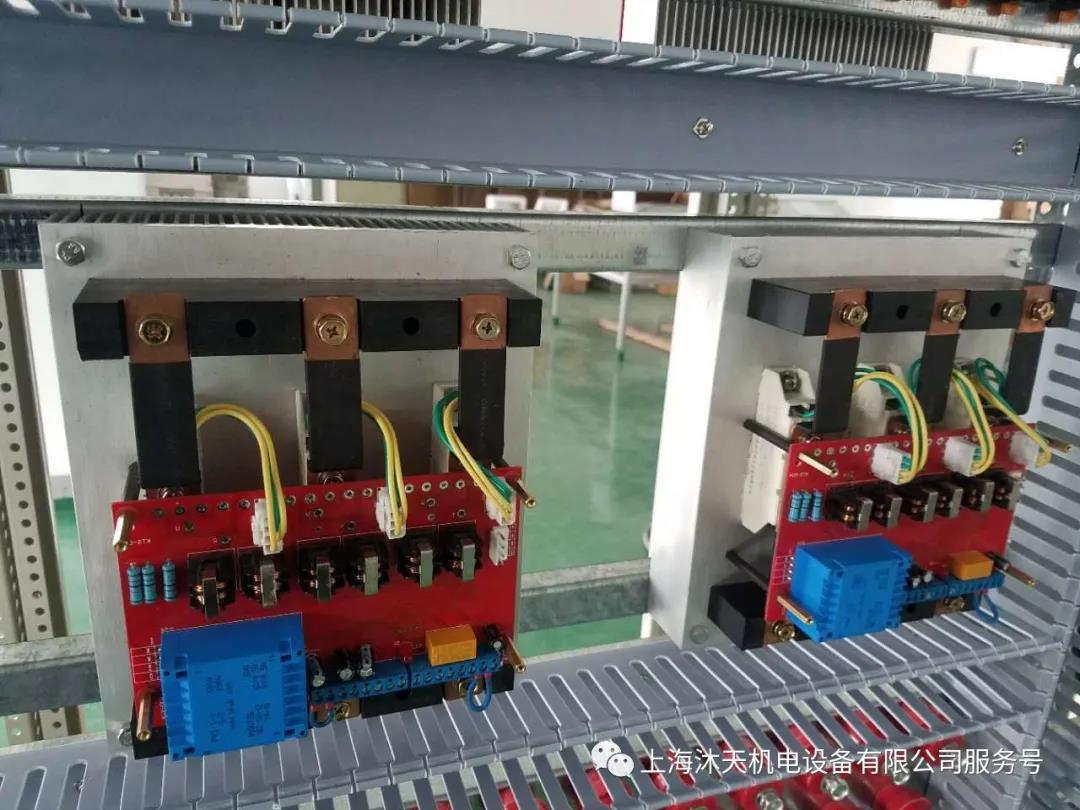
一、加热器:
加热器的保温与预热,该加热器内胆直径200mm,深度400mm,一般情况下有2~3台备用件,自重约3.2吨,极速加热功率极限120KW,正常保温即永久性保温约80~120°。意思是只要近期还要使用没有报废的情况下,最低保持温度不得小于70°。如长期不再使用的情况下,可自然冷却,如再次使用一定要提前30天左右预热保温。
由于该设备的精密度即内胆空间与推动杆间隙误差不得超过2微米,几乎相等,如果打铝溶液,会反向注入内膛,导致加热器报废。因其单向推力达到90~120吨,因此对内胆的要求非常高,一旦破坏其分子结构加热不均衡,加热未按其升温曲线要求升温都会导致在高压高推力下膨胀变形,由于热胀冷缩的情况下预热不平衡,收缩力不一样,推杆变粗0.1mm,会导致进不了内膛,小于0.2mm会导致溶液反注,
由此可见,90年前的德国工业之发达。加热器在常温下,初始加热每3小时升温1°,升温10°后必须保温72小时后再升温。最快升温速度30天内不得超过120°。正常保温的情况下,如遇停电不得低于80°即要升温。如无法通电的情况下,用木炭火加热维持亦可。在使用前做好准备安装工作的情况,将其加热到200°开始安装,因安装时会自然降温,即从200°自然下降到90°的时间一定要远大于安装后再加热时间,在不生产的状况下,设备上的加热器也要永久性保温。
综上所述,可见其控温之难度,亦可见德国人原始控温之精妙,原控温柜使用了近70年无故障。新的控温柜试用了2套控1台的方法,并且做到通电的情况下另一套可自然维修而不受影响。不论是冲温还是降温速率达到一定值即自行判别故障并自动切换另一套加热程序,并且2套PLC互相通讯,记忆,自恢复记忆状态,做另一设备的初始状态。同时发出声光报警,人为干预维护后恢复原始状态。
二、轧纹头:
压铝机挤出后要用一台专用设备将压铝机基础的直管改变线螺纹状的纹丝管。这样就可以收盘,盘径也可以小尺寸收卷。如果直管就无法收盘存放。
轧纹头的设备有效距离只有80cm左右,即挤出来的直管最低情况下要在80cm的行驶过程中要轧好螺纹,超快超慢都不行。最佳状态是基础的速率与轧纹头的时间及旋转速度同步。看上去如同静止状态,即轧纹头的螺纹模基本保持不动没有漂移。因为轧纹头的模具最大漂移距离只有±40cm,压铝机的盘移压出长度约3m。速度约每分钟1.0m~1.6m之间,线径的大小与轧纹头的转速变化要绝对同步协调,否则累积误差距离大于40cm,即大于其最大可允许漂移距离,即要强行停机。
这样就要先计算出最佳数据模型,根据其数据计算出速度,再利用多级式传感器的反馈距离来增减其速度变量,始终使模具被控制在±20cm的可漂移距离以内。
该设备运行12年无故障不是偶然。在前期所能考虑的故障都设置了双重保护,即并接保护与串接保护。在仅有的±40cm之间,每10cm间距设置双路多级传感器反馈,用模糊控制的方式让它永远走不到终点位置,再配以多级反馈的方法,即±10cm设置双路反馈,±20cm设置双路反馈,±30cm设置双路反馈,±40cm极限位置反馈反强行控制信号,每退一级及自动增加变量与声光报警,可人为强控。
由于机械的可靠性无法预测。比如累计误差,传感器失灵等等,都得考虑周全。因此,设置了最安全可靠的多重、重复、双并、串复接的强行保护。12年来无故障,无残次品。这还要归功于德国的机械质量与多重保护的理念。据了解,另外2台也同样出自于德国的压铝机没有这么好的效率。
以上是我们在押铝机方面的实际经验分享。
-
电机控制器
+关注
关注
20文章
525浏览量
32067 -
PWM控制器
+关注
关注
18文章
470浏览量
36101 -
直流调速器
+关注
关注
2文章
143浏览量
12873 -
电机调速器
+关注
关注
0文章
129浏览量
4899 -
数字调速器
+关注
关注
0文章
117浏览量
2929
发布评论请先 登录
相关推荐
DS90UB948软件能控制LVDS信号的幅度,为什么软件调控过后,只有一路的幅度能增大,另外一路没变化?
AIC3254使用一路mic输入不使用mono mixer时音量要低很多,为什么?怎么解决?
PCM1864EVM有8路音频输入,可以同时得到这8路的每一路信号吗?
两路运算放大器,芯片电阻电容之类的都一样,一路能放大信号,另一路就不能,为什么?

IFA 2024百年庆典“2024全球产品威廉希尔官方网站 创新大奖”揭晓:引领未来科技发展的风向标
荣耀参展百年IFA,折叠新品Magic V3海外正式发布
蔡司工业CT检测设备厂家百年行业经验,值得选择
德国MR与青海百河铝业推动ETOS®在中国铝业的首次智能化改造
tc397的dtm模块输出一组pwm,可否让其中一路一直是高电平或低电平,另一路正常输出pwm呢?
一路RS485信号转LoRa和4G输出方案






 工商网监
工商网监
评论