 专测高温激光位移传感器ZLDS114用于热轧钢板在线厚度、宽度测量
专测高温激光位移传感器ZLDS114用于热轧钢板在线厚度、宽度测量
随着带钢轧制自动化水平和用户要求的提高,对生产过程中的检测水平和过程质量控制的要求也越来越高。而在轧钢工业中,热轧过程是整个轧钢过程中的第一道轧制工艺,热轧质量的好坏尤其是厚度的均匀性,直接影响到以后冷轧的轧制质量和工艺。如果能将热轧厚钢板的厚度控制在一定厚度范围内,不仅能节省原材料,而且对提高最后的冷轧成材质量以及冷轧速度都有着极其重要的作用。现代的热轧生产正向着更大规模、更加自动化方向发展,所以要求能对热轧钢进行非接触式测量钢板的厚度并最终实现闭环控制(实时获取厚度动态变化值,及时进行轧制调整)。由于热轧钢板温度很高,用在冷轧行业的接触测量威廉希尔官方网站 就显得无能为力了,因此,先进的非接触式热轧钢板厚度测量对生产有着重要意义。
目前在冶金热轧行业中,对热轧钢板厚度进行在线非接触厚度测量的装置有γ射线测厚仪、激光测厚仪等设备。
其中γ射线测厚仪就是利用γ射线在穿透物质时会损失部分能量,所以物质越厚这种损失就越大,导致最后探测器探测到的信号也就越小(即γ射线强度随所穿透物质厚度增加而减少)这一规律进行热轧钢板厚度检测的。
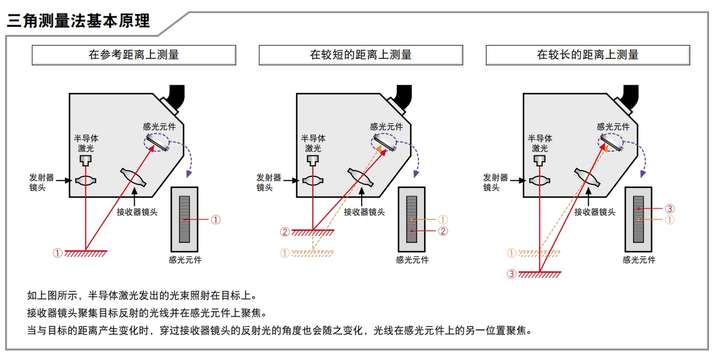
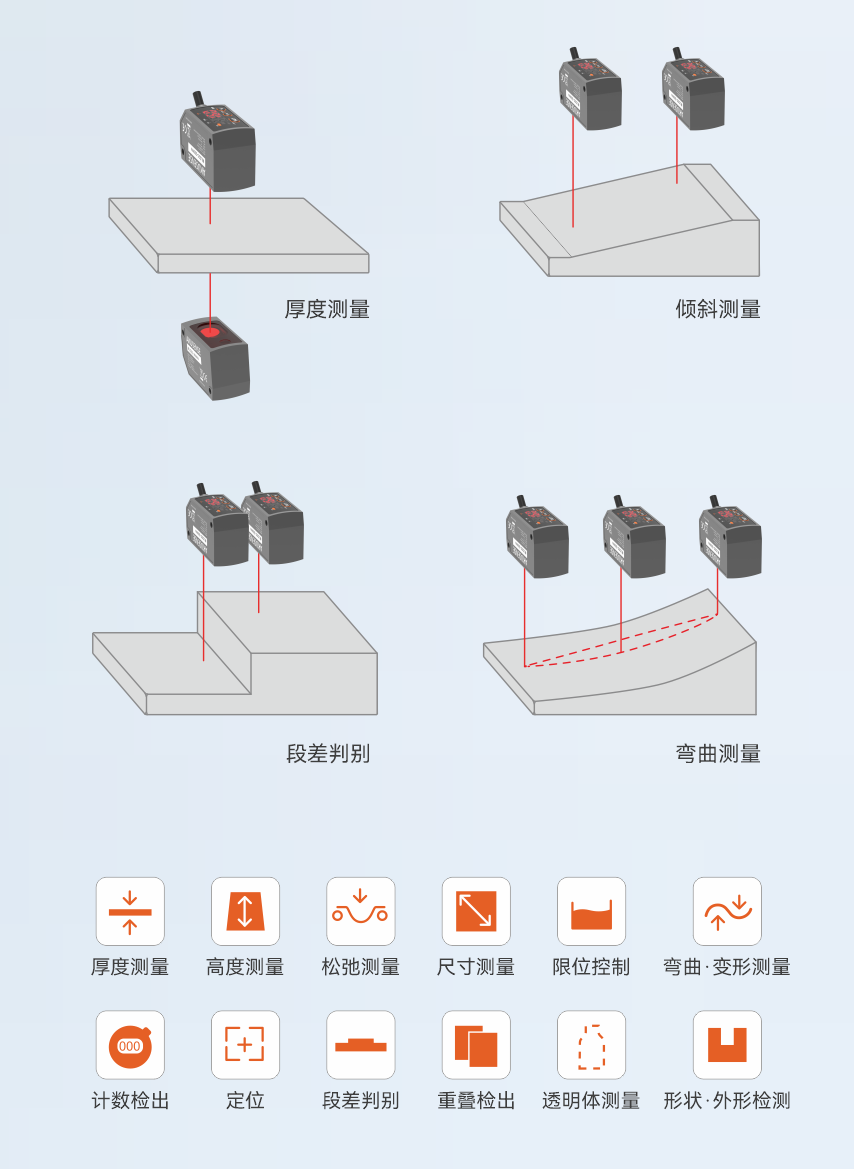
今天我们分享的ZLDS114在线测热轧钢板厚度的方案就属于另外一种,也就是激光测厚仪。针对每一个测量点采用上下2台激光三角反射法传感器进行对射检测。激光原理的在线测厚仪无需接触被测物、检测精度高,并且精度与被测轧材材质等无关,适用于各种板材类的产品的厚度检测。
英国真尚有高温激光位移传感器ZLDS11X用于高温板材厚度测量
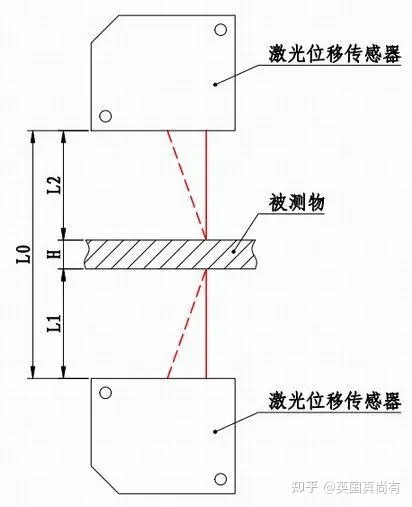
对射式测厚具体原理说明如下:激光位移传感器1和激光位移传感器2以固定间距A相对布置,工作时激光位移传感器1发射一束激光照射被测物的下表面,下表面光斑的漫反射光在通过透镜系统返回到激光位移传感器1内的CCD芯片上,通过对CCD芯片上光斑的位置分析和计算,可以得到激光位移传感器1到被测物下表面的实际距离B1;同理可以得到激光位移传感器2到被测物上表面的距离B2。用两个传感器之间的间距A减去两个传感器到被测物上下表面的距离B1、B2即可得到被测物的厚度H。
英国真尚有ZLDS11X激光位移传感器对射式测厚
热轧生产线相对于其他板材来说,最大的不同点同时也是最大的难点那就是高温,这个高温有两层:第一层是被测板材处于高温状态,所以会有发红发光的现象,而被测物本身发出的红光很容易被激光传感器获取,从而影响到传感器的检测精度。第二个点被测物周围的环境温度是高温,而激光传感器的工作温度基本都是室温,高温会损坏传感器内部的电子器件从而造成传感器损坏。所以虽然激光对射式测厚是非常成熟的方案,但市面上绝大多数的激光位移传感器却都无法应用到热轧生产线上进行厚度或者宽度等尺寸的测量。
本文介绍的的方案测量模块选用的是英国真尚有的ZLDS114系列可测高温物体激光位移传感器。该系列传感器专为高温物体检测研发(有三个不同级别的高温版本可选,最高可测2200℃的超高温物体),具有高抗干扰性、在强光环境下也能得到理想的测量效果等特性,广泛适用于石油、化工、冶金等行业。同时它拥有同步测厚功能,能不借助额外控制器和校准设备,只需将2个高温传感器成对安装可构成测厚仪(能自动主从识别),实时进行在线厚度测量。

英国真尚有高温激光位移传感器ZLDS114
就拿在热轧生产线使用较多的ZLDS114-500-200这个量程来说,其主要性能有:
工作环境条件:0-45℃,最大90%相对湿度(无冷凝)
厚度测量范围:厚度变化范围1000mm以内都可以
传感器最小安装距离:200mm
传感器分辨率:近端0.02mm,远端0.07mm
传感器线性度:±0.08mm~0.16mm
传感器温漂:±0.03%
传感器输出方式:interwetten与威廉的赔率体系 输出(4~20mA 或 1~9V)+ 数字输出(RS232 或 RS422)+网口(Ethernet)
也许您会有疑问,为什么其他品牌的激光位移传感器最多能测五六百度的被测物,而ZLDS114却可以测到2200℃这么高呢?这是因为市面上的激光位移传感器通常都是滤光片让指定波长的光滤过,所以假如被测物自身发出的光有同样波长的话,自然也会从滤光片进入从而被识别,这就会导致测高温物体时的误判。而英国真尚有的ZLDS11X系列可测高温物体激光位移传感器是先对发射光进行了编码的,后续接收到发射光之后也还要再进行解码,这个编码和解码的过程就过滤掉了高温物体本身的这个红光辐射,自然精度就有保障了。 而且针对超高温物体,激光光源也会从红光升级为蓝光光源。
而且因为ZLDS114本身就是为高温应用研发,所以它也配备了高温环境下应用的水冷保护壳以保护传感器。冷却保护可可以让传感器四周环绕着 5 个水室,这确保了非常有效的冷却和保护,并允许传感器在靠近炽热目标(如高温钢板)的地方正常运行。
审核编辑黄宇
-
传感器
+关注
关注
2550文章
51056浏览量
753254 -
测量
+关注
关注
10文章
4858浏览量
111264
发布评论请先 登录
相关推荐
行业知识 | CMOS激光位移传感器如何实现高精度测量?

哪种传感器可以非接触测量1um精度的位移量?
2024年最新激光位移传感器十大品牌排名

明治【激光位移传感器】MLD25高效使用指南
激光对焦测量系统和光谱共焦传感器测量系统在手机壳测高精度差异



让激光位移传感器更精准,安装的时候需要注意这些细节







 工商网监
工商网监
评论