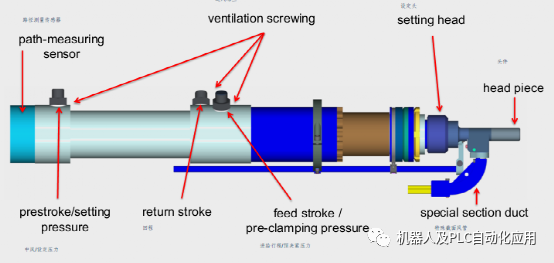
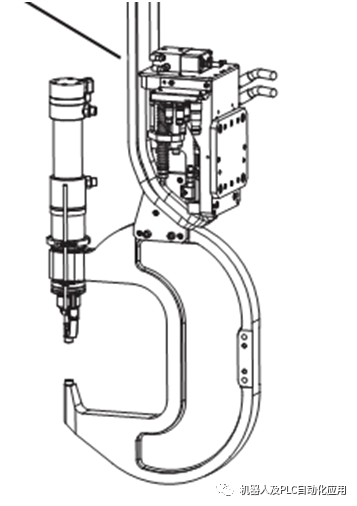
 BOLLHOFF博尔豪夫液压铆钳的注意事项有哪些
BOLLHOFF博尔豪夫液压铆钳的注意事项有哪些
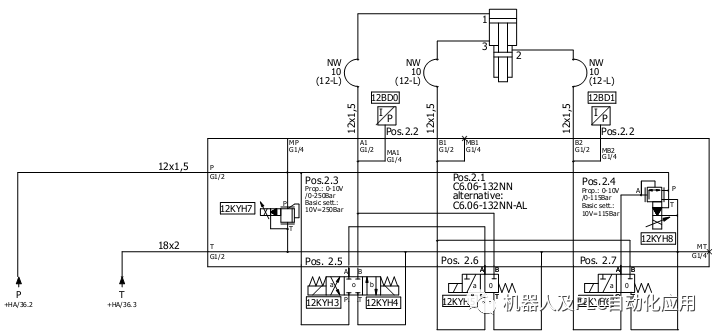
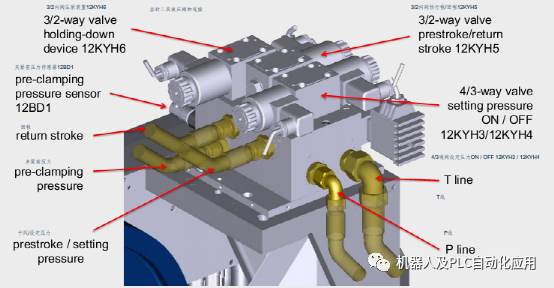
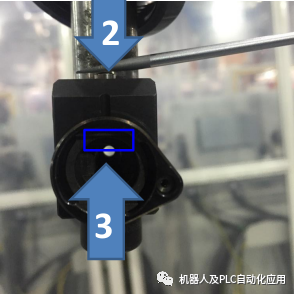
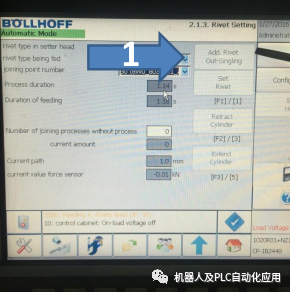
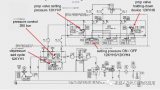
1次中风/设定压力
2个进给行程/预夹紧压力
3回程

预压紧时

开始铆接时

返回时
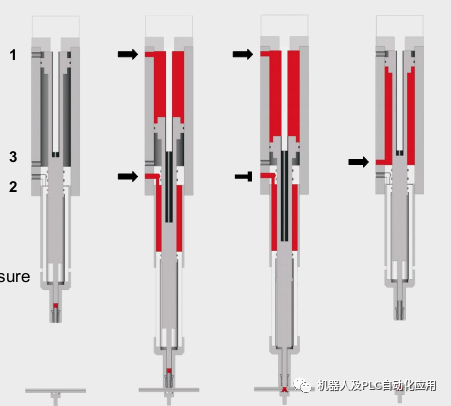
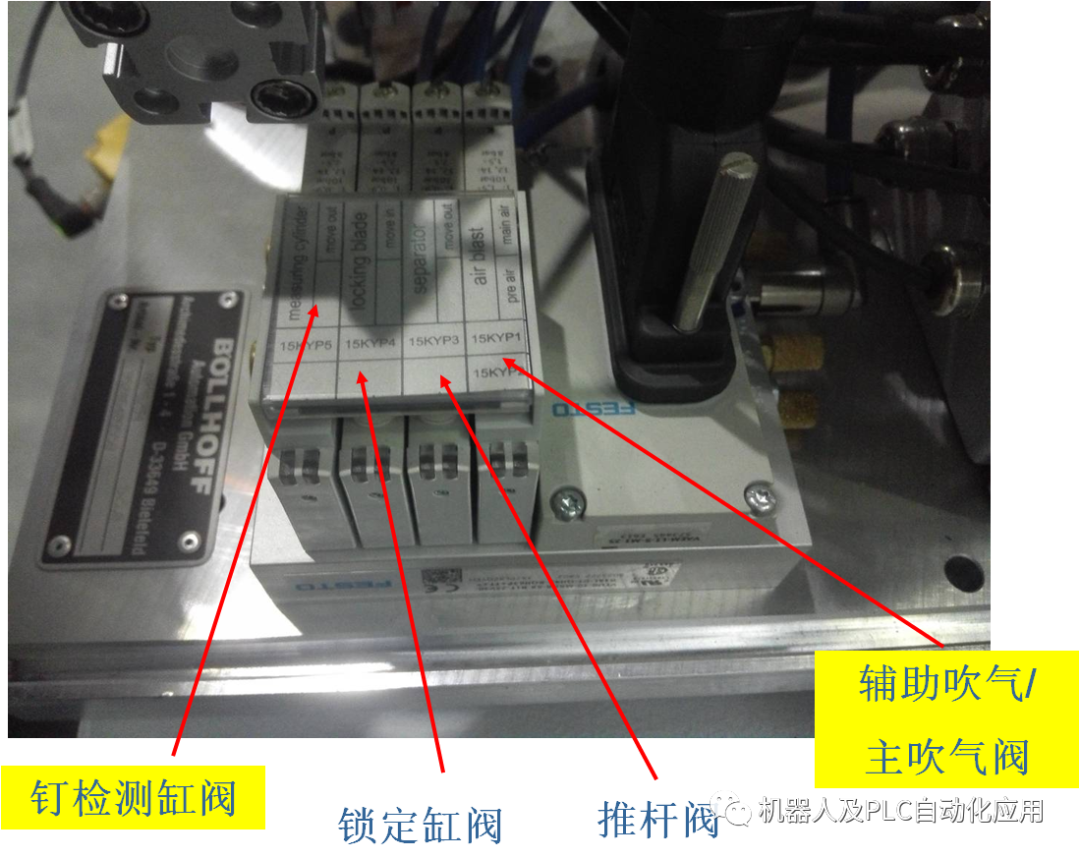
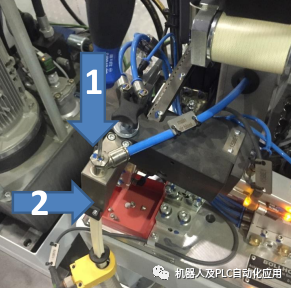
进枪与预压紧:
1号油管的进枪是通过12KYH7比例阀和12KYH3得电,P与B相通。进枪时3号油管相通,12KYH5不得电,P与A相通,再与12KYH3的A与T相通回油到液压单元。
2号油管的预压紧与进枪同时进行,12KYH8比例阀A与12KYH6换向阀不动作时(A与P相通)进油实现预压紧。
做功:
12KYH7比例阀和12KYH3换向阀得电,做功的大小有比例阀调节,做功时3号油管封死。
回油:
12KYH4得电P与A相通后,再与12KYH5(不得电)A与P相通,实现3号油管的进油,推动液压缸返回。进油的同时,1号油管通过12 KYH4的B与T相通油回到液压单元,2号管通过12KYH6的P与B相通,油进入3号管助推回油。
油泵控制回路:
连接与安装
删除、建立以及编辑连接点
1. 按下主屏幕中 按钮
按钮
打开以下屏幕
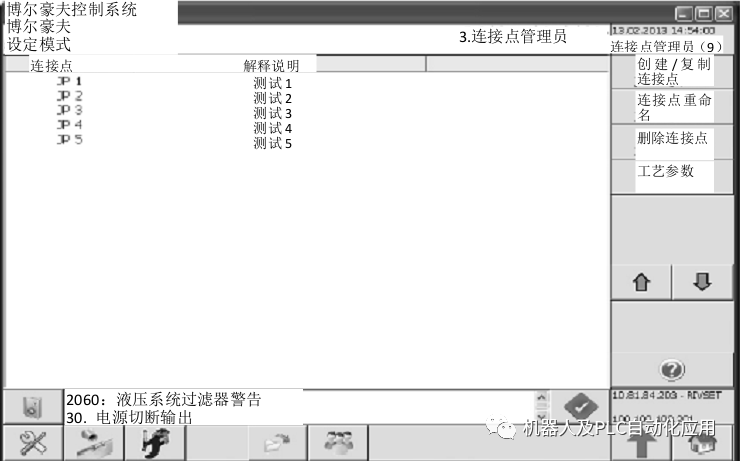
2. 按下列表中相应的连接点。
3. 按下删除连接点按钮进行删除。将连接点从列表中删除
4. 按下连接点重命名按钮进行重命名。为连接点指定一个新名字。
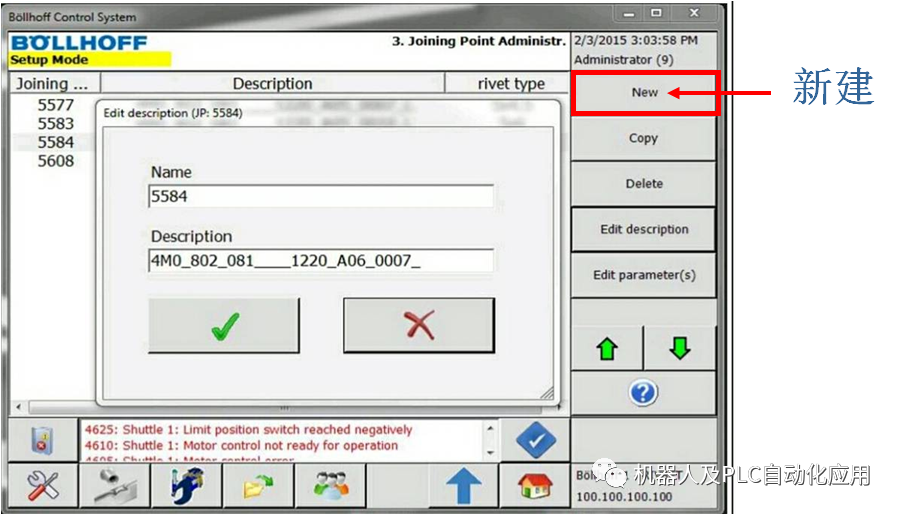
5. 按下创建/复制连接点按钮。打开以下屏幕:

6. 在“连接点”以及“说明”栏中为新连接点输入合适的详细信息。
7. 若您需要将现有连接点数据复制至新的连接点,按住“复制自”选项并在“连接点”下拉菜单中选择可用的连接点。
8. 按下“建立连接点”屏幕中的 按钮保存新建的连接点。打开“保存”屏幕。屏幕上会显示连接点的保存路径。新的连接点会在“连接点管理”屏幕上的菜单中显示。
9. 在“连接点管理”屏幕列表中选择相应的连接点进行编辑。
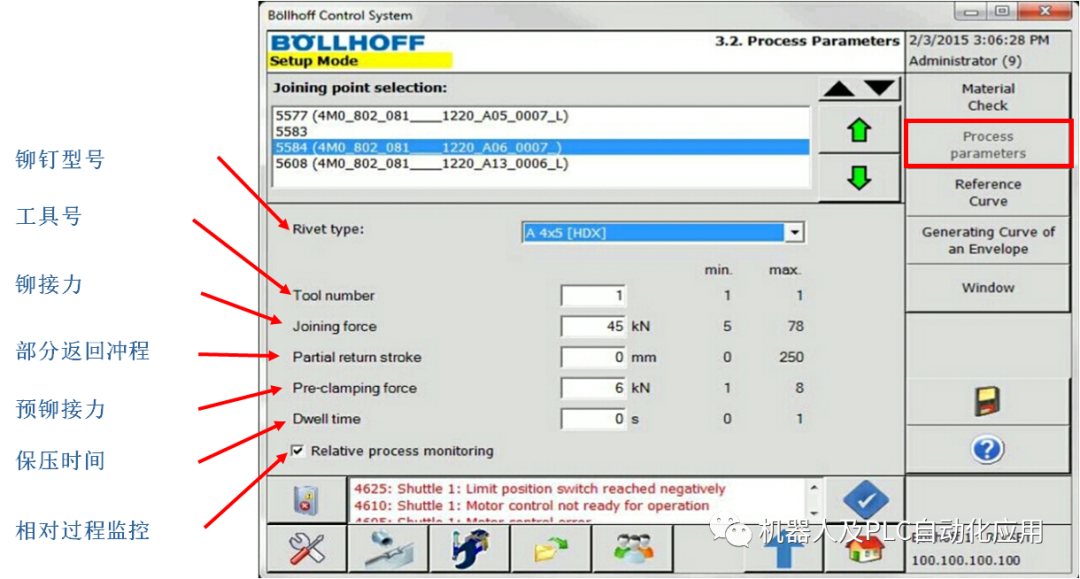
工艺参数:
1. 若要求进一步更改,请从“连接点管理”屏幕的列表中选择您想要编辑的连接点。
2. 按下工艺参数按钮。打开以下屏幕:

3. 按照下述步骤对数值进行编辑
• 点击您想要更改的数值输入区域
• 按下数字小键盘上的数字键并按下Enter键确认数值输入。=>新数值在输入区域显示。
4. 按下“工艺参数”屏幕的 按钮以保存新的参数。
按钮以保存新的参数。
5. 若必要,可以根据下述章节描述对材料检查,参考曲线以及包括线和窗口进行
编辑。
6. 最后, 按下 返回到主屏幕。
按下 返回到主屏幕。
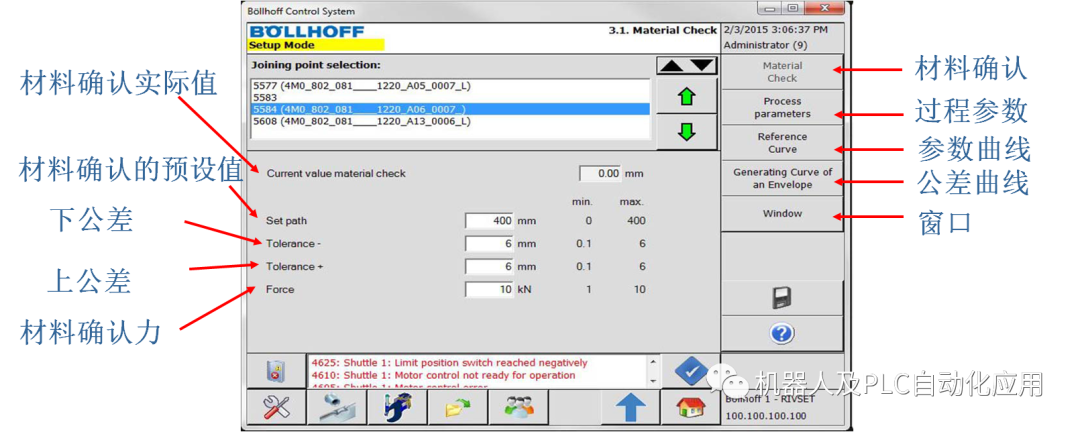
过程参数设置
在预操作过程中,压紧气缸移到板材上并将其压紧。铆钉安装气缸将铆钉安装到板材上并在板材上进行短暂停留。此时,可对铆钉长度和板材厚度进行检查(材料检查)
若铆钉安装气缸的行程路径过长或未达到规定的行程路径,则原因可能是以下几种:
• 无铆钉或铆钉太长或太短
• 无工件或者工件太薄或太厚
• 无模具或者模具安装不正确
• 无突鼻件或突鼻件安装不正确
压紧和铆钉安装气缸返回初始位置,而未进行铆钉安装工序。
按下“连接点管理”屏幕的工艺参数按钮。然后按下屏幕上的材料检查按键,该屏幕已打开。则屏幕显示如下:
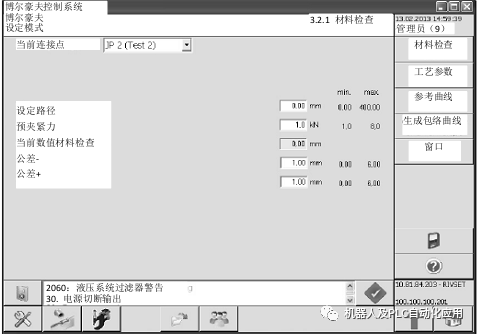
2. 按照下述步骤编辑数值:
• 点击需要进行数值修改的输入区域
• 按下数字小键盘上的数字键,并按下Enter键确认数值输入。=>输入区域将显示新数值。
3. 按下 键将材料检查保存到当前连接点。
键将材料检查保存到当前连接点。
参考曲线 :
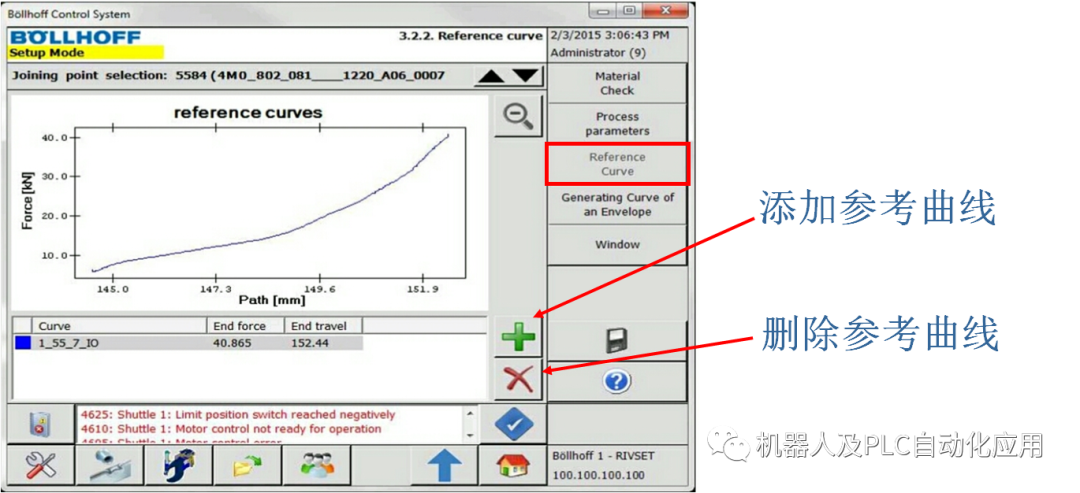
1. 按下“连接点管理”屏幕的参数设置按钮。然后,按下已打开屏幕中的参数曲线按钮。屏幕显示如下:
之前所选连接点显示在“当前连接点”旁边
确定的参考曲线显示在屏幕上半部分的力-路径图表中。您可以在屏幕下半部分查看确定参考曲线的数据信息。
2. 按下 按钮选择参考曲线文档。
3. 按下 按钮删除文档
4. 按下 按钮将参考曲线保存到当前连接点
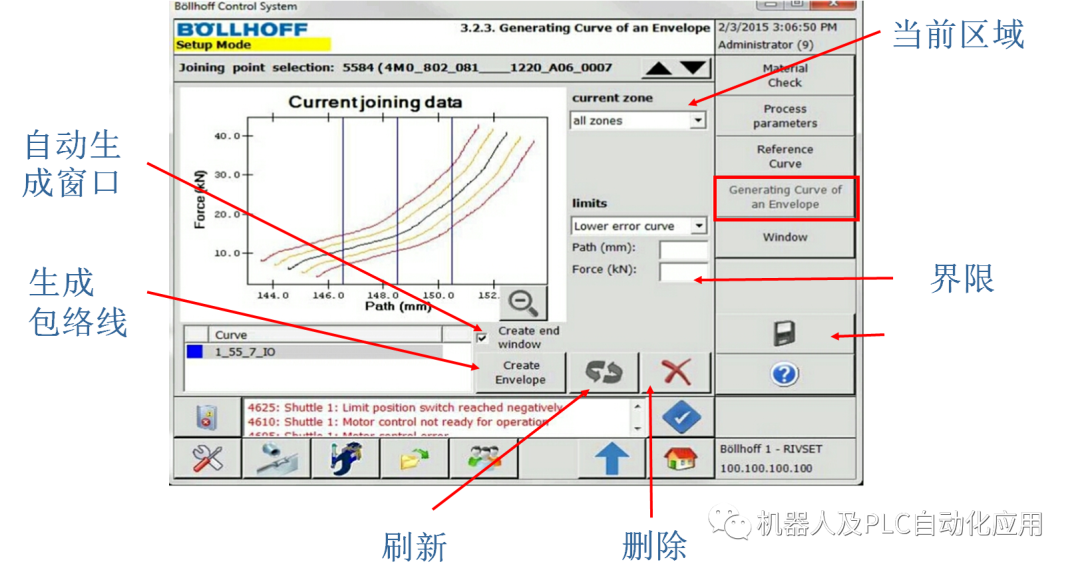
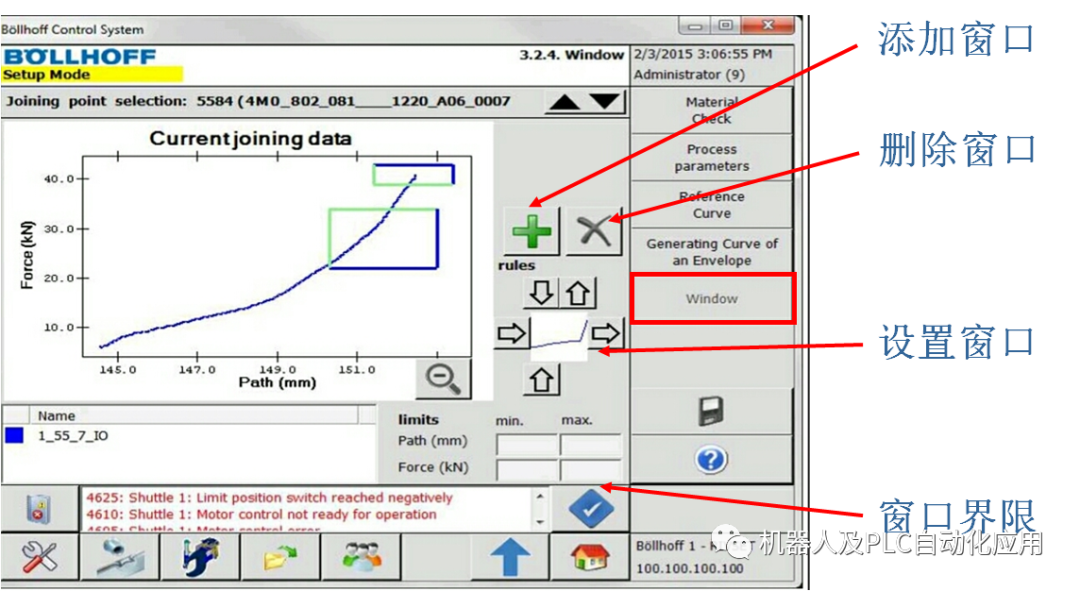
公差曲线
 窗口设置
窗口设置
手动送钉控制
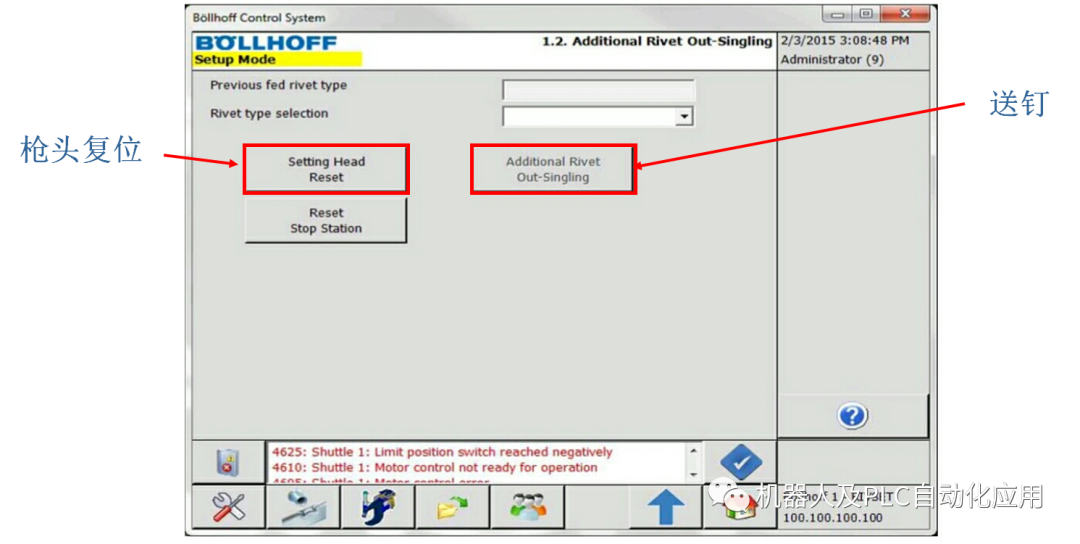
复位前确认管和枪头内没有钉,复位时点“V”保持2S段时间
设定操作模式下的铆接
1. 对自冲铆接系统进行调试
2. 将“自动/设定”键调至设定。
3. 将“桥接保护电路”键调至“E2”。自冲铆接系统的高级保护电路连接。
4. 连接博尔豪夫移动面板。
5. 按下主屏幕中的 按钮以打开“配置诊断”屏幕。
按钮以打开“配置诊断”屏幕。
6. 按下设定按钮。
8. 上述情况下,按下OK按钮并根据下述步骤进行材料检查。
9. 确保每个工件以安全的方式进行处理。
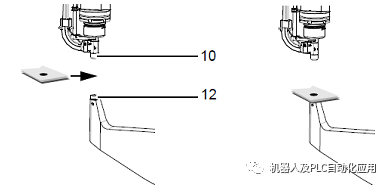
10. 按一定方式定位自冲铆接系统和/或待铆接的工件使其处于安装头(10)
和模具(12)。
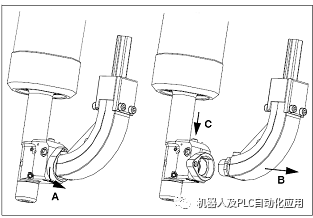
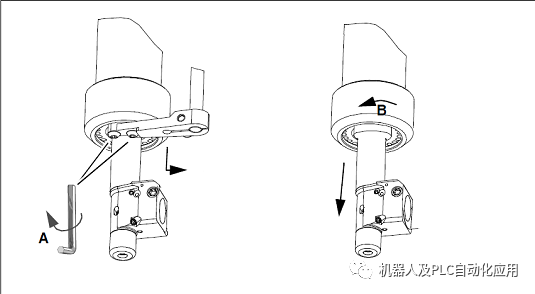
故障:铆接堵塞在自冲铆接工具的弓形部件中 :
移除弓形部件中的铆接
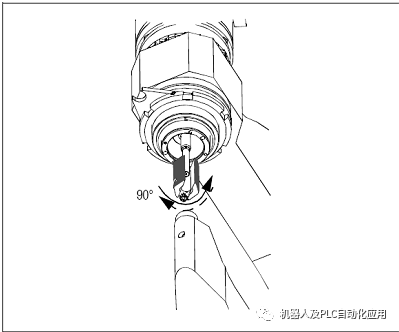
1. 将旋扣旋转90°(A)。
2. 移除弓形部件(B)。
3. 铆接掉出弓形部件。否则,小心地移除铆接。可按下销子(C),将闩锁拉回至安装头。之后,将铆接推进弓形部件的孔中。
4. 安装弓形部件时,滑进壳体。
5. 回旋旋扣直至其锁定。
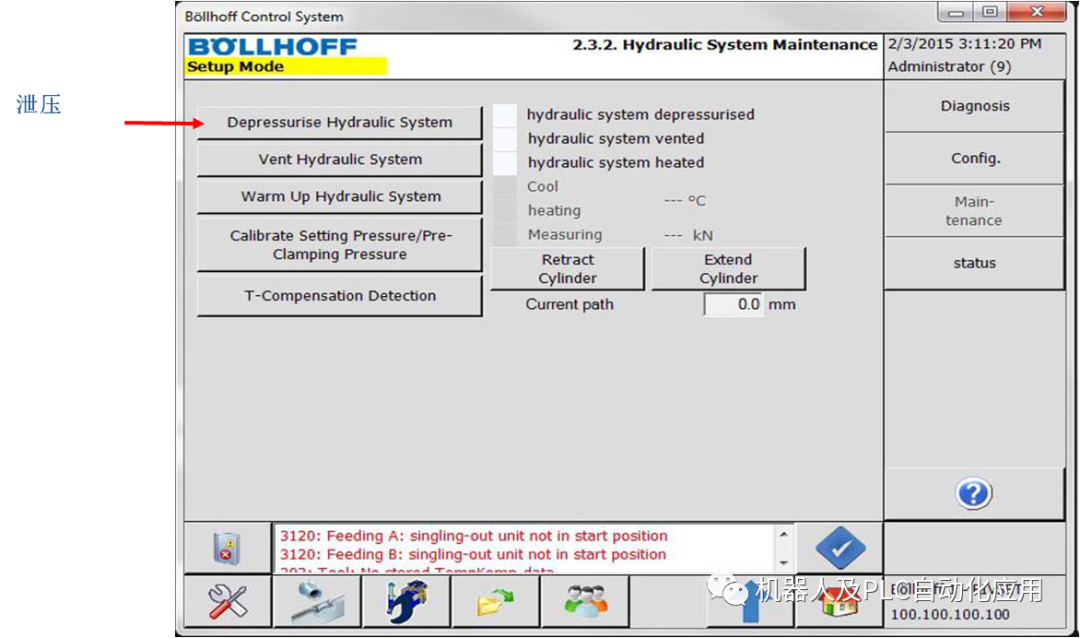
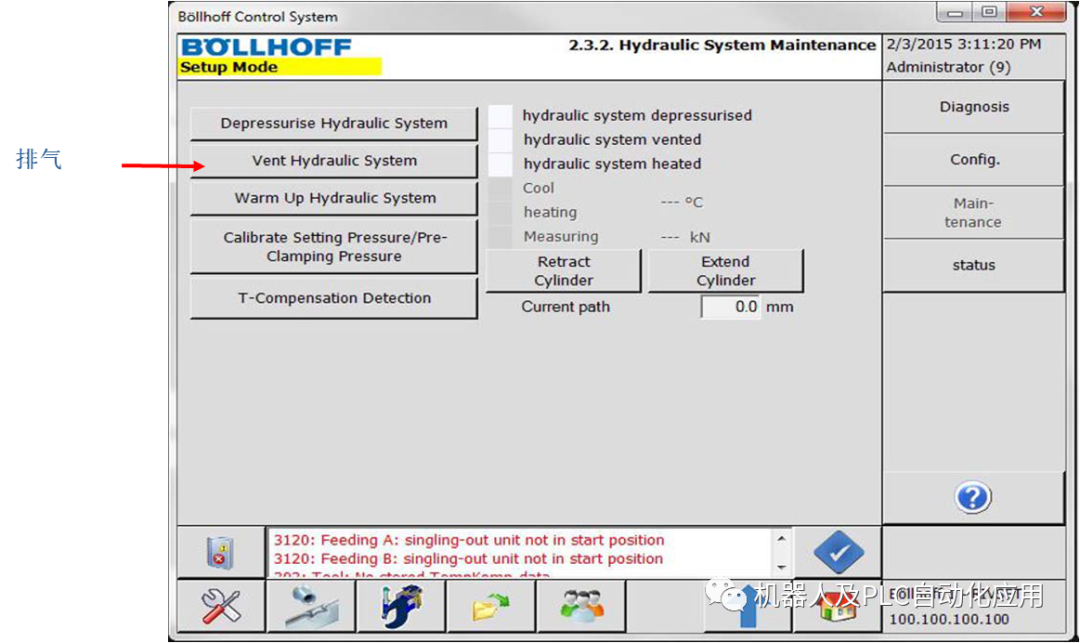
液压软管的手动降压:
需对液压系统降压,以作维护与维修(更换液压缸,液压软管等)。
步骤如下:
1. 将塑料软管接到液压缸上的通风螺纹上
2. 配置合适的容器,直接收集喷射出的油。
3. 连接博尔豪夫移动面板。
4. 在“安装”控制箱上设置“铆接/安装”按键开关。
5. 可按下控制箱上的“桥接保护电路”按键开关连接保护电路。
6. 按下触摸屏“液压系统维护”屏幕上的液压系统降压按钮。
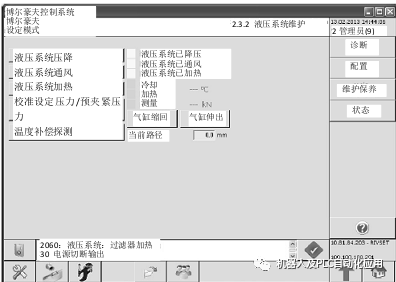
7. 触发预行程,如,按博尔豪夫移动面板上的F3。
=> 激活阀门的延长功能。
8. 将通风螺纹1和3旋转1/4至1/2的角度以便开启。
=> 液压缸漏油。
9. 再次触发预行程,按下F3并保持。
10. 仅可在不受压却漏油时方可关闭通风螺纹。
11. 触发回行行程,如,按下博尔豪夫移动面板上的F2。
=> 激活阀门的收缩功能。
12. 将通风螺纹连接2旋转1/4至1/2的角度。
=> 液压缸漏油。
13. 再次触发回行行程,按下F2并保持。
14. 仅可在不受压却漏油时方可关闭通风螺纹。
=> 液压系统降压。
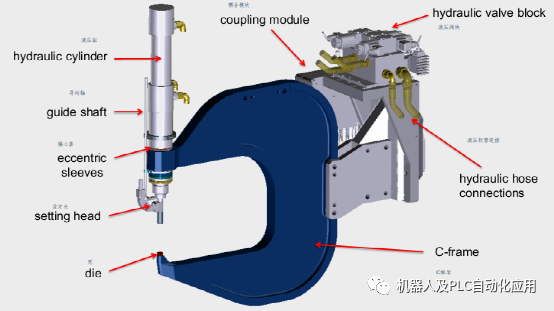
更换液压缸:
拆卸液压缸:
1. 关闭自冲铆接系统。
2. 为总电源挂锁,并在控制箱上贴维护警示标。
=> 此时,该系统已被锁定,无法意外重启。液压动力装置无电流。
3. 拆卸安装头。
4. 拆卸冲头。

5. 为液压系统降压。
否则,可能导致液压油喷出,造成危险!
6. 手边要有塑料盖或螺纹类型盖帽(M18×1螺纹)。
7. 断开液压缸螺纹连接处的液压系统软管。
8. 立即连接塑料盖或螺纹类型盖帽(M18×1螺纹),如此,液压缸就不会有漏油。
9. 收集液压软管中的剩油并置于容器中。
10. 断开行程传感器插头。
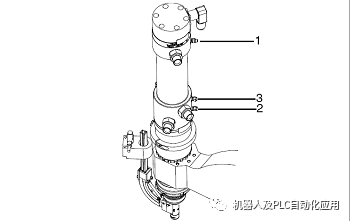
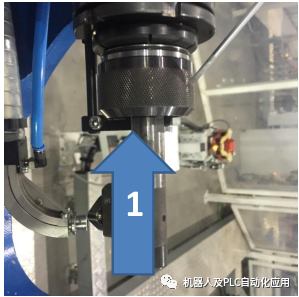
11. 注意挡套及防旋转装置的位置和数量。
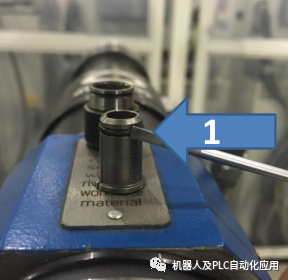
12. 利用钩形扳手旋下凹槽螺母(1)。
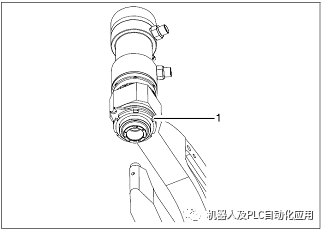
13. 将液压缸向上拉出C形框架。
安装液压缸
1. 从顶部将液压缸引导进入C形框架。
确保挡套位置正确。这些规定了安装头与模具之间的距离。
2. 遵循反旋转装置的位置。
3. 将凹槽螺母朝C形框架,置于斜切边上,并用钩形扳手紧固。
4. 安装冲头(详见第8.6.8章,第8-34页)。
5. 安装安装头(详见第8.6.3章,第8-23页)。
6. 移除塑料盖或螺纹盖帽。
7. 连接液压系统软管与铆接压力设置(1),预夹压力(2)与回行冲程压力连接处。

8. 置入形成传感器和启动器的插头。
9. 将总电源旋转至“I”。
10. 为液压缸通风。
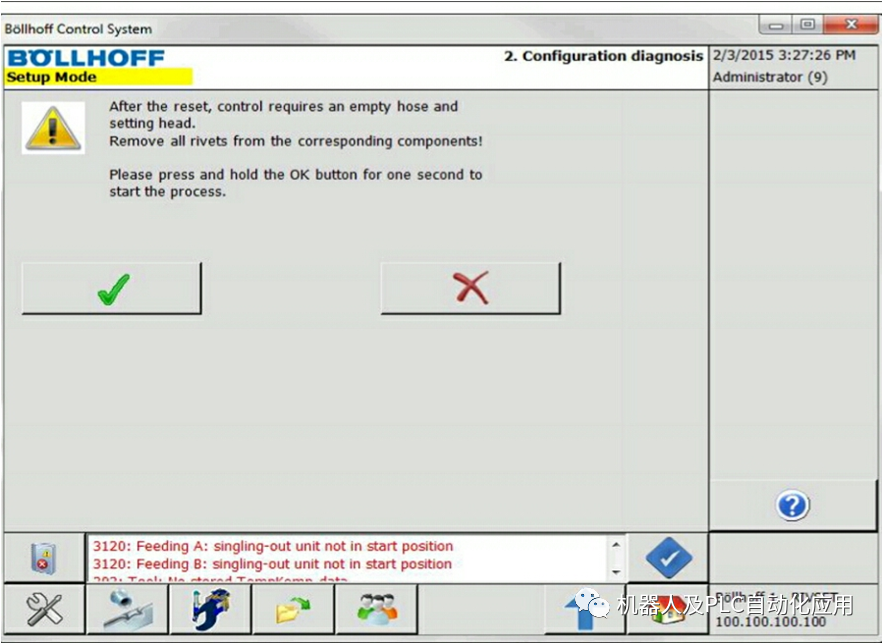
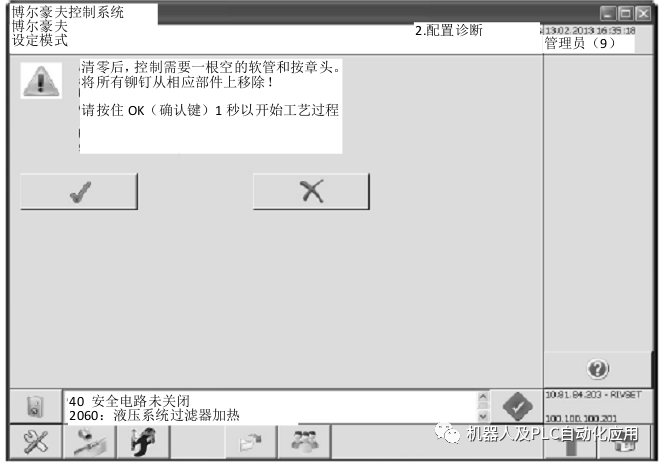
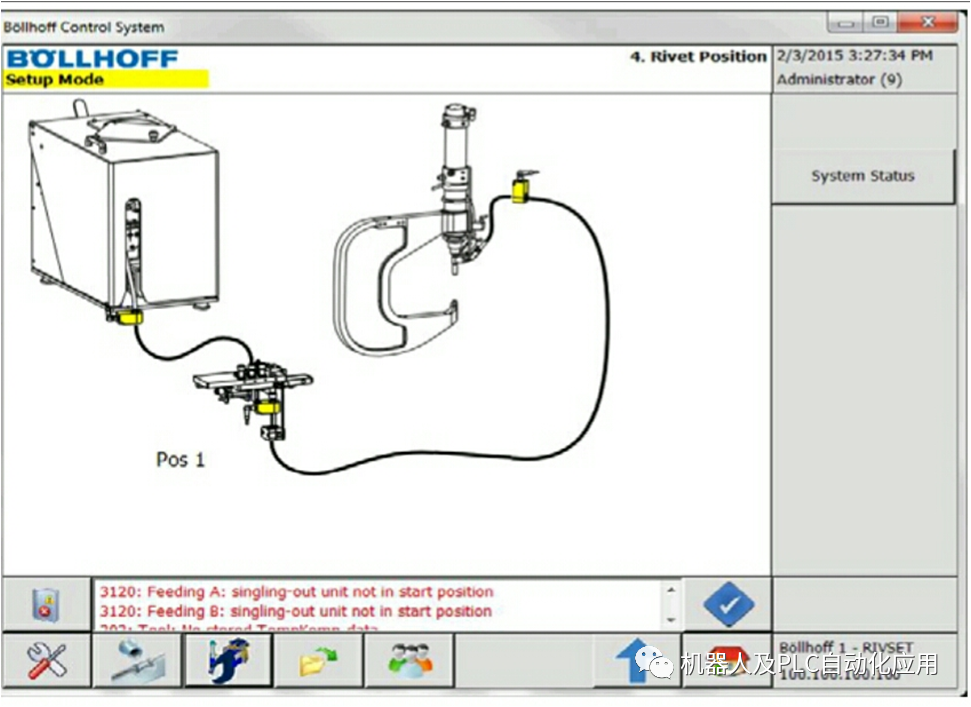
复位系统:
按下复位系统按钮来对软件进行复位并使供给组件移动至初始位置。在系统复位前,请确保安装头或供给软管中无铆钉。
按下主屏幕中的 按钮。打开“配置诊断”屏幕。
按钮。打开“配置诊断”屏幕。
按下“配置诊断”屏幕中的复位系统按钮。屏幕显示如下:
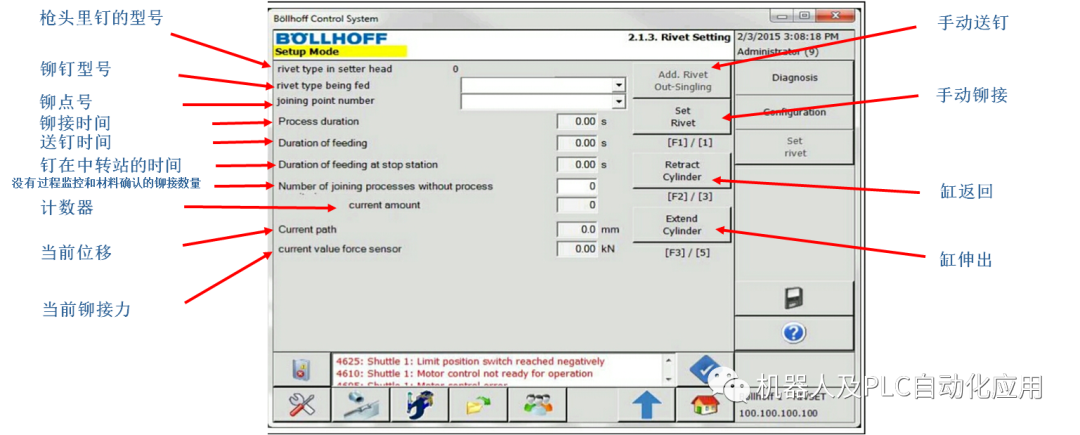
钉位置状态显示
如何解决铆钉反铆的解决方法
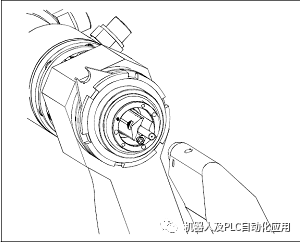
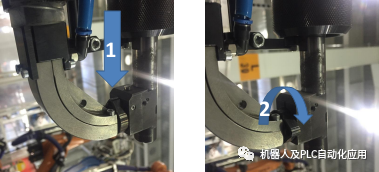
拆除铆接头
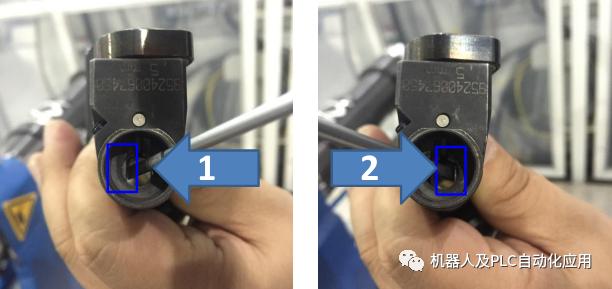
转动环形锁扣 (1)至解锁位置(2)。
查看圆弧形送料器类型(1),如有L型气管连接件(2),查看设置界面是否选择铆接头类型为—SK02/2(3)。
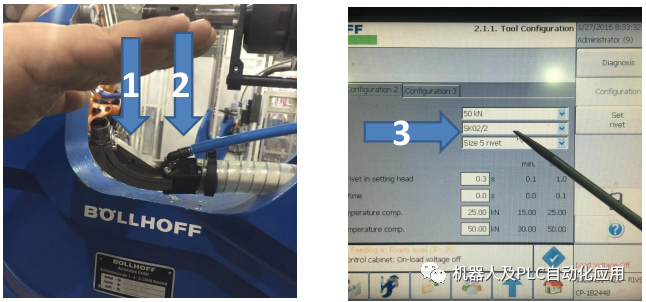

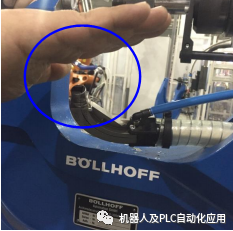
找到辅助气源部件(1),按动开关(2)检查是否有气流送环形送料器吹出,如果没有,检查主气源阀(送料单元上一级)
拆除铆接头
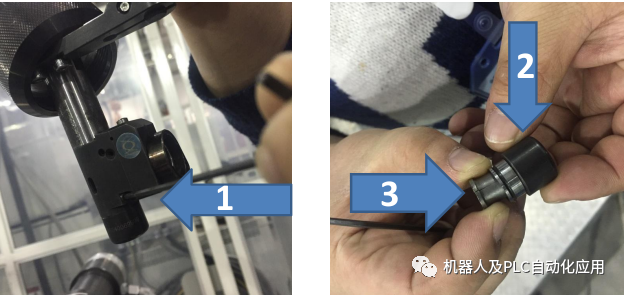
松环形紧固螺母(1),拔下铆接冲棒(2)
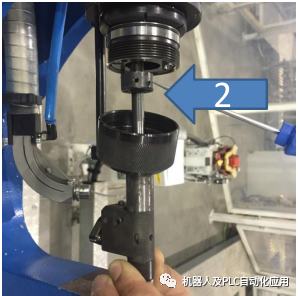
检查冲棒表面(1),如有损伤需跟换新冲棒。
按动圆点(2)检查锁扣弹簧(3)功能,如不能弹回原位,需更换新的铆接头。

按动内部铆钉夹紧片(1,2),如夹紧片无法回到原位,需更换新的铆接头。
拆下(1)铆接鼻(2)并将内两片夹紧片(3)拔出。
检查铆接鼻表面和2片夹紧片,如有损坏,则更换
检查O型圈(1)的状态和功能,如有损坏,则更换
拆下环形送料器并通过控制面板(1)吹送一颗铆钉, 铆钉吹出的速度应该是平滑和柔和的(2)。

如铆钉吹出速度太快,调节送料管附件(2)上端的节流阀(1)。
重复送钉测试并调节节流阀直至找到合适的吹钉速度。

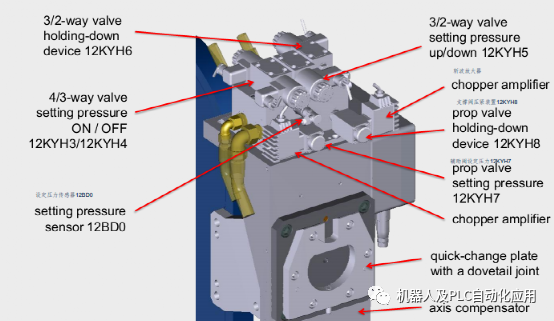
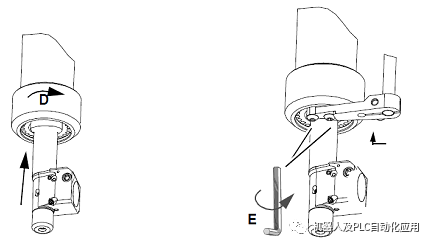
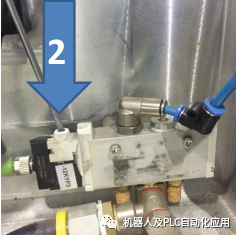
更换定量阀与放大器
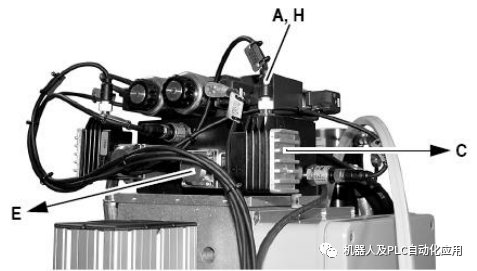
1. 移除放大器上的连接电缆(A)。
2. 移除螺钉(B)。
3. 拉出放大器(C)。
4. 利用SW 22扳手松开螺母(D)。
5. 移除定量阀(E)。
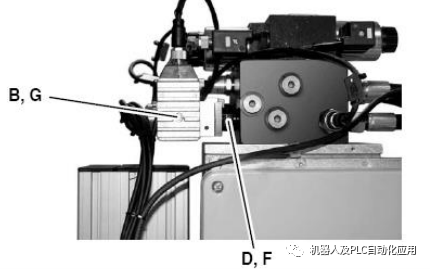
6. 将新的定量阀置于适当的位置。
7. 利用SW 22扳手紧固螺母(F)。
8. 置入新的放大器,并紧固螺钉(G)。
9. 将连接电缆紧固至放大器上(H)。
更换设置工具、供给装置、铆接冲头和停靠站后,在“热连接”EK1101总线模块处设置DIP开关 .
已声明,为确保硬件设置的灵活性,特定模块(工具、供给装置等)需使用“热连接”。模块应配有以下DIP开关EK1101总线模块,以便在连接时自动检测、分配:

机器人控制:
TECH2_ NZ Typ = Hydr Zange =Nr1 ProgNr = 99 Offset = 0 [1/10 mm] Weg = 60 [1/10 mm] PktNr_SPS =99 EIN
P1 : 1伺服 2液压
P2 : 几号铆钳
P3 : 铆钳的程序号SNZ1_P_Nr $OUT[1201]TO $OUT[1216]
P4 : OFFSET 铆接补偿值(贴近工件)
P5 :远离工件行程
P6 : PLC进程号
P7 :激活USER
F535在威廉希尔官方网站 包中激活NZ1液压
Makro230回原位
Makro231开始铆接
模具必须在连接点处垂直于部件对齐,并且与金属板相距3mm。然后必须输入用户调用中3mm(30x01)的偏移值。3毫米是默认值。优点:可能返回值。
模具必须在垂直于部件的连接点处对齐,并且必须在没有力的情况下靠在部件上。在此变型中,必须输入用户调用“0 mm”的偏移量。
铆钳的控制根据待处理的程序号和“启动过程”命令加载相应的铆钉。
DEFFCT INT MAKRO231(ADV :IN) 开始 铆接
A193 = EIN --进程 激活 ---
WARTE BIS T12 + !E15
t12 ( E15 ) = p20[1/10Sek]
WARTE BIS T12 + !E15
GOTO Label 1 = E15 空运转跳到底
A1197 = EIN 不使用钳子补偿矩阵
A1198 = AUS 创建钳子补偿矩阵--------不使用平衡缸
t10 ( EIN ) = -40[1/10Sek]
F489 = E1216 NZ,铆钳总故障
WARTE BIS E1185 & !E1188 & !E1216 + T10
--E1185准备-E1188节能模式已开启- E1216总故障
F410 = T10 超时故障
WARTE BIS E1185 & !E1188 & !E1216
E1185 准备 ,!E1188节能模式关,!E1216 没有总故障
F410 = AUS
F489 = AUS
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E1185 & E1193 &!E1216 & !E1196 + T10
F410 = T10
WARTE BIS E1185 & E1193 &!E1216 & !E1196
--E1185准备-E1193铆接系统已准备好启动- E1216总故障
E1196铆接完成
F410 = AUS
A1197 = F405 不使用平衡缸F405没有用
A1198 = !F405 启动铆钳投入
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1197 + E1198 + F405 +T10
E1197钳子补偿是固定的, E1198没有轴补偿
F410 = T10
WARTE BIS !E1197 + E1198 + F405
E1197平衡缸固定- E1198没有轴平衡缸
F410 = AUS
Warte bis E23
A23 = EIN
A1193 = EIN 开始铆接控制 ---开始流程
t10 ( EIN ) = -80[1/10Sek]
WARTE BIS E1196 + T10 等待完成信号---完成消息
F410 = T10
A23 = AUS
WARTE BIS E1196 + E26 + E27 + E28 没有完成,复位或者 要跳过故障
F410 = AUS
F406 = E1196 & !E1191 &E1192 E1192铆接合格 E1191不合格
F407 = E27 不 合格 跳过该点
F408 = E28 锚点有缺陷
WARTE BIS E1196 & !E1216 + T10 等待完成信号
F410 = T10 超时故障
WARTE BIS E1196 & !E1216 + E26 有完成信号,没有故障, 或者跳过故障点E26
F410 = AUS
F489 = E1216 有故障
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1216 + T10
F410 = T10
WARTE BIS !E1216 等待没有故障
F410 = AUS
F489 = AUS
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E1196 + F407 + F408 + T10
F410 = T10
WARTE BIS E1196 + F407 + F408 + E27+ E28 点铆完,点不合格,点缺陷,跳过该点
F410 = AUS
F406 = E1196 + F406 点合格
F407 = E27 + F407 点不合格
F408 = E28 + F408 点缺陷
A1193 = AUS 关闭控制 结束铆接
WARTE BIS E1196 & !E1216 + F406+ T10
F410 = T10
WARTE BIS E1196 & !E1216 + F406 等点点合格,或者完成该点
F410 = AUS
A1197 = EIN 铆钳推开激活
A1198 = AUS 铆钳投入关闭
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1216 & E1195 &E1197 + T10
F410 = T10
WARTE BIS !E1216 & E1195 &E1197 等待铆钳打开回原位E1195,E1197平衡缸固定
F410 = AUS
A1197 = AUS 关闭铆钳推开
Label 1
t12 ( E15 ) = p21[1/10Sek]
A193 = AUS
审核编辑:刘清
-
保护电路
+关注
关注
46文章
888浏览量
101632 -
连接器
+关注
关注
98文章
14476浏览量
136422
原文标题:BOLLHOFF博尔豪夫液压铆钳之注意事项
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
液压油缸拉线位移传感器在使用中的注意事项
胆机使用的注意事项
如何正确使用UPS?使用UPS有哪些注意事项?
推荐一款BOLLHOFF博尔豪夫液压铆钳
Vce以及Vge钳位电路设计使用注意事项
电流钳的使用注意事项有哪些?
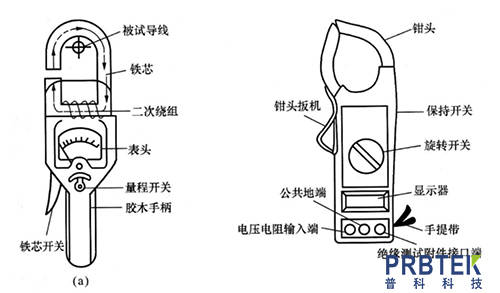
横河电流钳的使用注意事项

KUKA工具之博尔豪夫液压铆钳简介
液压缸的种类有哪些?液压油缸参数设计要注意些什么呢?






 工商网监
工商网监
评论