 淬火裂纹、锻造裂纹、磨削裂纹的特性及区别
淬火裂纹、锻造裂纹、磨削裂纹的特性及区别
淬火裂纹是常见的淬火缺陷,产生的原因是多方面的。因热处理的缺陷是从产品设计开始的,故预防裂纹产生的工作应该从产品设计抓起。要正确地选择材料、合理地进行结构设计,提出恰当的热处理威廉希尔官方网站 要求,妥善安排工艺路线,选择合理的加热温度、保温时间、加热介质、冷却介质、冷却方法和操作方式等
1
材料方面
1、碳是影响淬裂倾向的一个重要因素。碳含量提高,MS点降低,淬裂倾向增大。因此,在满足基本性能如硬度、强度的条件下,应尽量选用较低的碳含量,以保证不易淬裂。
2、合金元素对淬裂倾向的影响主要体现在对淬透性、MS点,晶粒度长大倾向、脱碳的影响上。合金元素通过对淬透性的影响,从而影响到淬裂倾向。一般来说,淬透性增加,淬裂性增加,但淬透性增加的同时,却可以使用冷却能力弱的淬火介质以减少淬火变形的方法来防止复杂零件的变形与裂纹。因此,对于形状复杂的零件,为了避免淬火裂纹,选择淬透性好的钢,并用冷却能力弱的淬火介质是一个较好的方案。
合金元素对MS点影响较大,一般来说,MS越低的钢,淬裂倾向越大,当MS点高时,相变生成的马氏体可能立刻被自回火,从而消除一部分相变应力,可以避免发生淬裂。因此,当碳含量确定后,应选用少量的合金元素,或者含对MS点影响较小的元素的钢种。
3、选择钢材时,应考虑过热敏感性。过热较敏感的钢,容易产生裂纹,所以在选择材料时应引起重视。
2
零件的结构设计
1、断面尺寸均匀。断面尺寸急剧变化的零件,在热处理时,由于产生内应力而产生裂纹。故设计时尽量避免断面尺寸突变。壁厚要均匀。必要时可在与用途无直接关系的厚壁部位开孔。孔应尽量做成通孔。对于厚不同的零件,可进行分体设计,待热处理后,再进行组装。
2、圆角过渡。当零件有棱角、尖角、沟槽和横孔时,这些部位很容易产生应力集中,从而导致零件淬裂。为此,零件应尽量设计成不发生应力集中的形状,在尖角处和台阶处加工成圆角。
3、形状因素造成的冷却速度差异。零件淬火时冷却速度的快、慢随零件 形状的不同而不同。即使在同一零件上不同的部位,也会因各种因素而造成冷却速度的不同。因此要尽量避免过大的冷却差异,以防止淬火裂纹。
3
热处理威廉希尔官方网站 条件
1、尽量采用局部淬火或表面硬化。
2、根据零件服役条件需要,合理调整淬火件局部硬度。局部淬火硬度要求较低时,尽量不强求整体硬度一致。
3、注意钢材的质量效应。
4、避免在第一类回火脆性区回火。
4
合理安排工艺路线及工艺参数
当钢件的材料、结构和威廉希尔官方网站 条件一经确定,热处理工艺人员就要进行工艺分析,确定合理的工艺路线,即正确安排预备热处理、冷加工和热加工等工序的位置并确定加热参数。
淬火裂纹
1、500X下,呈锯齿状,起始端裂纹宽,结束断裂纹细小至无。
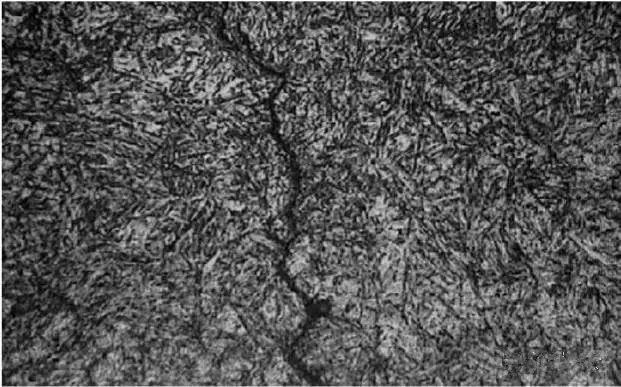
2、微观分析:异常冶金夹杂,裂纹形貌呈锯齿状延伸;用4%的硝酸酒精腐蚀后观察,没有脱碳现象,微观形貌见下图:
1#样品
品裂纹处未发现异常冶金夹杂,没有脱碳现象,裂纹呈锯齿状延伸,具有淬火裂纹的典型特征。

2#样品
分析结论:
1、样品的成分符合标准要求并对应原始炉号成分。
2、由微观分析,样品裂纹处未发现异常冶金夹杂,没有脱碳现象,裂纹呈锯齿状延伸,具有淬火裂纹的典型特征。
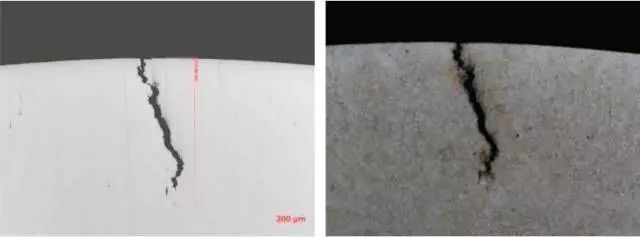
锻造裂纹
1、典型材料原因导致的裂纹,边缘为氧化物。

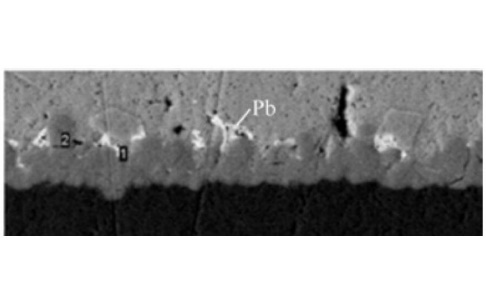
2、微观观察

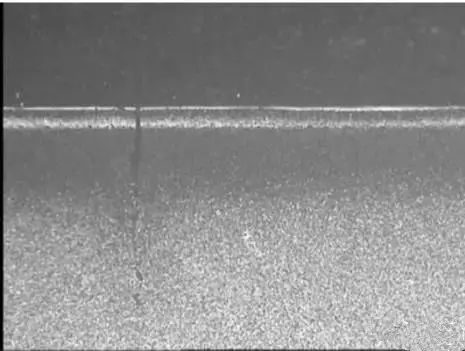
表面白亮层应为二次淬火层,二次淬火层下深黑色为高温回火层
分析结论:存在脱碳的裂纹要分辨是否是原材料裂纹,一般裂纹脱碳深度大于等于表面脱碳深度的为原材料裂纹,裂纹脱碳深度小于表面脱碳深度的锻造裂纹。
审核编辑 :李倩
-
热处理
+关注
关注
0文章
115浏览量
18236 -
裂纹
+关注
关注
0文章
20浏览量
7198
原文标题:淬火裂纹、锻造裂纹、磨削裂纹的特性及区别
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造威廉希尔官方网站 论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
使用Phase Lab2024A计算合金抗裂敏感性

轮盘激光淬火修复的步骤及优点

焊线bnc公头断点产生的原因有哪些

冷裂纹和热裂纹的区别是什么
冷裂纹产生的三大因素
冷裂纹产生的温度在多少度
双向tvs管怎么测量好坏
激光淬火威廉希尔官方网站 在淬火轧辊的工艺应用

探伤和无损检测的区别在哪
详解金属偏析对焊点可靠性的影响
如何识别塑封器件引脚上的凹坑缺陷

TDK横向支架电容的原理和型号
一文带你了解红墨水实验!

如何利用OLI进行产线自动化检测?-阈值判断功能介绍

浅析铜线键合铝垫裂纹的预防和改善






 工商网监
工商网监
评论