 螺纹铣刀过度磨损的原因及解决办法是什么?
螺纹铣刀过度磨损的原因及解决办法是什么?
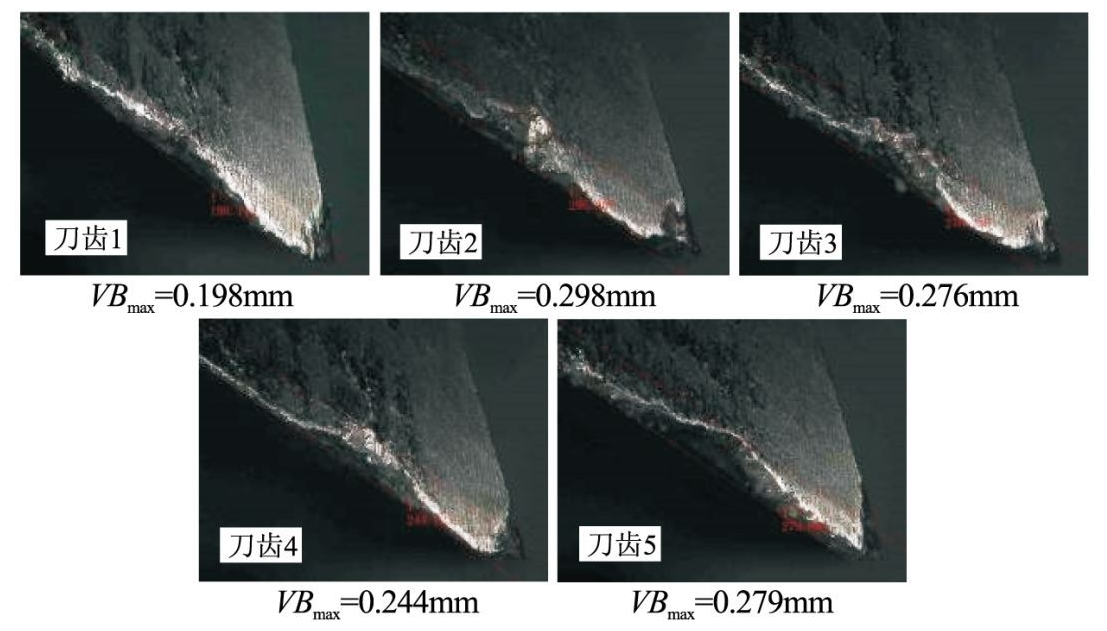
螺纹铣刀加速磨损或过度磨损
原因:切削速度和进给量选择不正确。
解决方法:确保从加工参数表中选择正确的切削速度和进给量。
原因:刀具所受压力过大。
解决方法:减小每齿进给量;缩短换刀时间间隔;检查刀具的过度磨损情况——起始处的螺纹将磨损得最快。
原因:选用的涂层不正确,产生了积屑瘤。
解决方法:研究其他涂层的适用性;增大冷却液流速和流量。
原因:主轴转速过高。
解决方法:降低主轴转速。
切削刃崩刃
原因:切削速度和进给量选择不正确。
解决方法:确定从加工参数表中选择正确的切削速度和进给量。
原因:螺纹铣刀在其夹持装置上发生移动或滑移。
解决方法:采用液压夹头。
原因:加工机床刚性不足。
解决方法:确定工件夹持可靠;如有必要,重新夹紧工件或提高夹持稳定性。
原因:冷却液压力或流量不足。
解决方法:增大冷却液流速和流量。
螺纹牙型上出现台阶
原因:进给率过高。
解决方法:减小每齿进给量。
原因:斜坡铣的加工编程采用轴向运动。
解决方法:确保螺纹铣刀在螺纹大径处铣
原因:螺纹铣刀过度磨损。
解决方法:缩短换刀时间间隔。
原因:刀具加工部位与夹持部位相距太远。
解决方法:尽可能缩短刀具在夹持装置上的悬伸量。
工件与工件之间检测结果存在差异
原因:刀具加工部位与夹持部位相距太远。
解决方法:尽可能缩短刀具在夹持装置上的悬伸量。
原因:选用的涂层不正确,产生了积屑瘤。
解决方法:研究其他涂层的适用性;增大冷却液流速和流量。
原因:螺纹铣刀过度磨损。
解决方法:缩短换刀时间间隔。
原因:工件在夹具上移位。
解决方法:确定工件夹持可靠;如有必要,重新夹紧工件或提高夹持稳定性。
责任编辑:lq6
-
冷却
+关注
关注
0文章
43浏览量
18027 -
螺纹
+关注
关注
1文章
71浏览量
13225 -
铣刀
+关注
关注
0文章
9浏览量
6439
原文标题:螺纹切削出现崩刀、磨损过大等问题?看老师傅如何搞定!
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造威廉希尔官方网站 论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
常见垫圈故障及解决办法 防漏垫圈的设计与应用
雷达探测器常见故障及解决办法
常见MCU故障及解决办法
分析波峰焊时产生连锡(短路)的原因以及解决办法

海外大带宽服务器连接失败解决办法
工控机开机没反应:原因分析与解决办法

ATA-1372A宽带功率放大器在铣刀切削磨损测试中的应用
漏电开关跳闸的原因与解决办法
SMT贴片加工中出现“立碑”的原因及解决办法
晶振失效三大原因及解决办法
电磁炉IGBT管烧坏了的原因及其解决办法
大模型训练loss突刺原因和解决办法





 工商网监
工商网监
评论