 机械加工基本常识
机械加工基本常识
一)基准
零件都是由若干表面组成,各表面之间有一定的尺寸和相互位置要求。零件表面间的相对位置要求包括两方面:表面间的距离尺寸精度和相对位置精度(如同轴度、平行度、垂直度和圆跳动等)要求。
研究零件表面间的相对位置关系离不开基准,不明确基准就无法确定零件表面的位置。基准就其一般意义来讲,就是零件上用以确定其他点、线、面的位置所依据的点、线、面。
基准按其作用不同,可分为设计基准和工艺基准两大类。1、设计基准在零件图上用以确定其他点、线、面的基准,称为设计基准,就活塞来说,设计基准指活塞中心线和销孔中心线。
2、工艺基准零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同,又分为定位基准、测量基准和装配基准。
1)定位基准:加工时使工件在机床或夹具中占据正确位置所用的基准,称为定位基准。按定位元件的不同,最常用的有以下两类:自动定心定位:如三爪卡盘定位。定位套定位:将定位元件做成定位套,如止口盘定位其他有在V形架中定位,在半圆孔中定位等。
2)测量基准:零件检验时,用以测量已加工表面尺寸及位置的基准,称为测量基准。
3)装配基准:装配时用以确定零件在部件或产品中位置的基准,称为装配基准。
二)工件的安装方式
为了在工件的某一部位上加工出符合规定威廉希尔官方网站 要求的表面,在机械加工前,必须使工件在机床上相对于工具占据某一正确的位置。通常把这个过程称为工件的“定位”。工件定位后,由于在加工中受到切削力、重力等的作用,还应采用一定的机构将工件“夹紧”,使其确定的位置保持不变。使工件在机床上占有正确的位置并将工件夹紧的过程称为“安装”。
工件安装的好坏是机械加工中的重要问题,它不仅直接影响加工精度、工件安装的快慢、稳定性,还影响生产率的高低。为了保证加工表面与其设计基准间的相对位置精度,工件安装时应使加工表面的设计基准相对机床占据一正确的位置。如精车环槽工序,为了保证环槽底径与裙部轴线的圆跳动的要求,工件安装时必须使其设计基准与机床主轴的轴心线重合。
在各种不同的机床上加工零件时,有各种不同的安装方法。安装方法可以归纳为直接找正法、划线找正法和采用夹具安装法等3种。
1)直接找正法采用这种方法时,工件在机床上应占有的正确位置,是通过一系列的尝试而获得的。具体的方式是将工件直接装在机床上后,用百分表或划针盘上的划针,以目测法校正工件的正确位置,一边校验一边找正,直至符合要求。直接找正法的定位精度和找正的快慢,取决于找正精度、找正方法、找正工具和工人的威廉希尔官方网站 水平。
它的缺点是花费时间多,生产率低,且要凭经验操作,对工人威廉希尔官方网站 的要求高,故仅用于单件、小批量生产中。如硬靠模仿形体的找正就属于直接找正法。
2)划线找正法此法是在机床上用划针按毛坯或半成品上所划的线来找正工件,使其获得正确位置的一种方法。显而易见,此法要多一道划线工序。
划出的线本身有一定宽度,在划线时又有划线误差,校正工件位置时还有观察误差,因此该法多用于生产批量较小,毛坯精度较低,以及大型工件等不宜使用夹具的粗加工中。
如二冲程产品销钉孔位置的确定就是使 用分度头的划线法找正。3)采用夹具安装法:用于装夹工件,使之占有正确位置的工艺装备称为机床夹具。
夹具是机床的一种附加装置,它在机床上相对刀具的位置在工件未安装前已预先调整好,所以在加工一批工件时不必再逐个找正定位,就能保证加工的威廉希尔官方网站 要求,既省工又省事,是高效的定位方法,在成批和大量生产中广泛应用。我们现在的活塞加工就是使用的夹具安装法。
①、工件定位后,使其在加工过程中保持定位位置不变的操作,称为夹紧。夹具中使工件在加工过程中保持定位位置不变的装置,叫夹紧装置。
②、夹紧装置应符合以下几点要求:夹紧时,不应破坏工件的定位;夹紧后,应保证工件在加工过程中的位置不发生变化,夹紧准确、安全、可靠;夹紧动作迅速,操作方便、省力;结构简单,制造容易。
③、夹紧时的注意事项:夹紧力大小要适当,过大会造成工件变形,过小会使工件在加工过程中产生位移,破坏工件定位。
三)金属切削基本知识
1、车削运动及形成的表面车削运动:在切削过程中,为了切除多余的金属,必需使工件和刀具作相对的切削运动,在车床上用车刀切除工件上多余金属的运动称为车削运动,可分为主运动和进给运动。
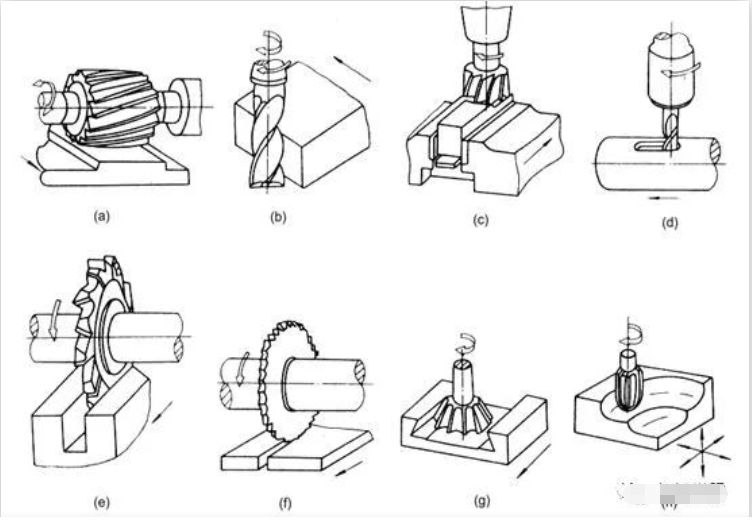
主运动:直接切除工件上的切削层,使之转变为切屑,从而形成工件新表面的运动,称主运动。
切削时,工件的旋转运动是主运动。通常,主运动的速度较高,消耗的切削功率较大。进给运动:使新的切削层不断投入切削的运动,进给运动是沿着所要形成的工件表面的运动,可以是连续运动,也可以是间歇运动。
如卧式车床上车刀的运动时连续运动,牛头刨床上工件的进给运动为间歇运动。工件上形成的表面:在切削过程中,在工件上形成已加工表面、加工表面和待加工表面。已加工表面指已经车去多余金属而形成的新表面。
待加工表面指即将被切去金属层的表面。加工表面指车刀切削刃正在车削的表面。
2、切削用量三要素是指切削深度、进给量和切削速度。
1)切削深度:ap=(dw-dm)/2(mm) dw=未加工工件直径 dm=已加工工件直径,切削深度也就是我们通常所说的吃刀量。
切削深度的选择:切削深度αp应根据加工余量确定。粗加工时,除留下精加工的余量外,应尽可能一次走刀切除全部粗加工余量。这不仅能在保证一定耐用度的前提下使切削深度、进给量ƒ、切削速度V的乘积大,而且可以减少走刀次数。
在加工余量过大或工艺系统刚度不足或刀片强度不足等情况下,应分成两次以上走刀。这时,应将第一次走刀的切削深度取大些,可占全部余量的2/3~3/4;而使第二次走刀的切削深度小些,以使精加工工序获得较小的表面粗糙度参数值及较高的加工精度。
切削零件表层有硬皮的铸、锻件或不锈钢等冷硬较严重的材料时,应使切削深度超过硬度或冷硬层,以避免切削刃在硬皮或冷硬层上切削。
2)进给量的选择:工件或工具每旋转一周或往复一次,工件与工具在进给运动方向上的相对位移,单位为mm。
切削深度选定之后,应进一步尽量选择较大的进给量。进给量其合理数值的选择应保证机床、刀具不致因切削力太大而损坏,切削力所造成的工件挠度不致超出工件精度允许的数值,表面粗糙度参数值不致太大。粗加工时,限制进给量的主要是切削力,半精加工和精加工时,限制进给量的主要是表面粗糙度。
3)切削速度的选择:在进行切削加工时,工具切削刃上的某一点相对于待加工表面在主运动方向上的瞬时速度, 单位为m/min,。当切削深度αp与进给量ƒ选定后,在些基础上再选最大的切削速度,切削加工的发展方向是高速切削加工。
四)粗糙度机械学概念
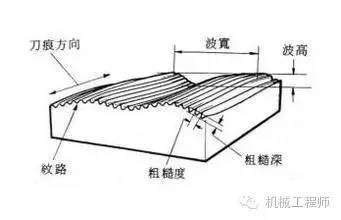
在机械学中,粗糙度指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。它是互换性研究的问题之一。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
粗糙度表示方式
零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。表面精糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法和(或)其他因素形成的。零件表面的功用不同,所需的表面粗糙度参数值也不一样。零件图上要标注表面粗糙度代(符)号,用以说明该表面完工后须达到的表面特性。表面粗糙度高度参数有3种:
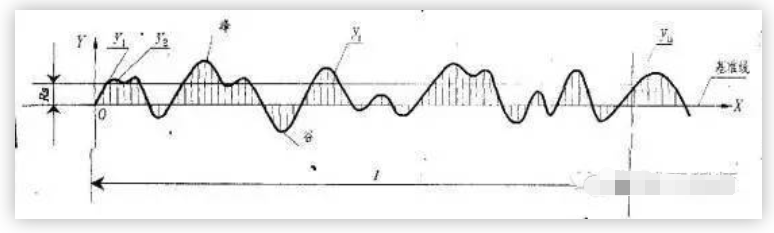
1、轮廓算术平均偏差Ra在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离绝对值的算术平均值。
2、微观不平度十点高度Rz指在取样长度内5个最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。
3、轮廓最大高度Ry在取样长度内,轮廓最高峰顶线和最低谷底线之间的距离。目前,一般机械制造工业中主要选用Ra.
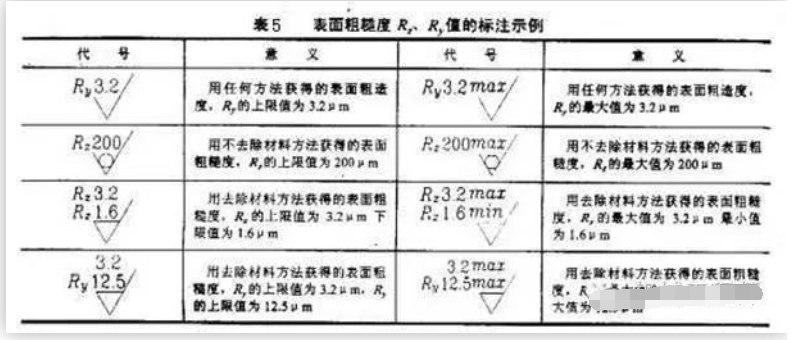
4.粗糙度表示方法
5.粗糙度对零件进行性能的影响工件加工后的表面质量直接影响被加工件的物理、化学及力学性能,产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。
一般而言,重要或关键零件的表面质量要求都比普通零件要高,这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
6、切削液
1)切削液的作用冷却作用:切削热能带走大量的切削热,改善散热条件,降低刀具和工件的温度,从而延长了刀具的使用寿命,可防止工件因热变形而产生的尺寸误差。
润滑作用:切削液能渗透到工件与刀具之间,使切屑与刀具之间的微小间隙中形成一层薄薄的吸附膜,减小了摩擦系数,因此可减少刀具切屑与工件之间的摩擦,使切削 力和切削热降低,减少刀具的磨损并能提高工件的表面质量,对于精加工,润滑尤其重要。清洗作用:清洗过程中产生的微小的切屑易粘附在工件和刀具上,尤其是钻深孔和绞孔时,切屑容易堵塞在容屑槽中,影响工件的表面粗糙度和刀具的使用寿命。
使用切削液能将切屑迅速冲走,是切削顺利进行。
2)种类:常用切削液有两大类乳化液:主要起冷却作用,乳化液是把乳化油用15~20倍的水稀释而成,这类切削液的比热大,粘度小,流动性好,可以吸收大量的热,使用这类切削液主要是为了冷却刀具和工件,提高刀具寿命,减少热变形。乳化液中含水较多,润滑和防锈功能较差。切削油:切削油的主要成分是矿物油,这类切削液的比热较小,粘度较大,流动性差,主要起润滑作用,常用的是粘度较低的矿物油,如机油、轻柴油、煤油等。
责任编辑:lq
-
机床
+关注
关注
1文章
581浏览量
30257 -
机械加工
+关注
关注
1文章
71浏览量
14085 -
中心线
+关注
关注
0文章
2浏览量
5740
原文标题:机械加工基本常识,不懂你就OUT了!
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造威廉希尔官方网站 论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
数控机床工装夹具的选择和使用常识
深控威廉希尔官方网站 “不需要点表的工业网关” 在机械加工中的解决方案及实施案例

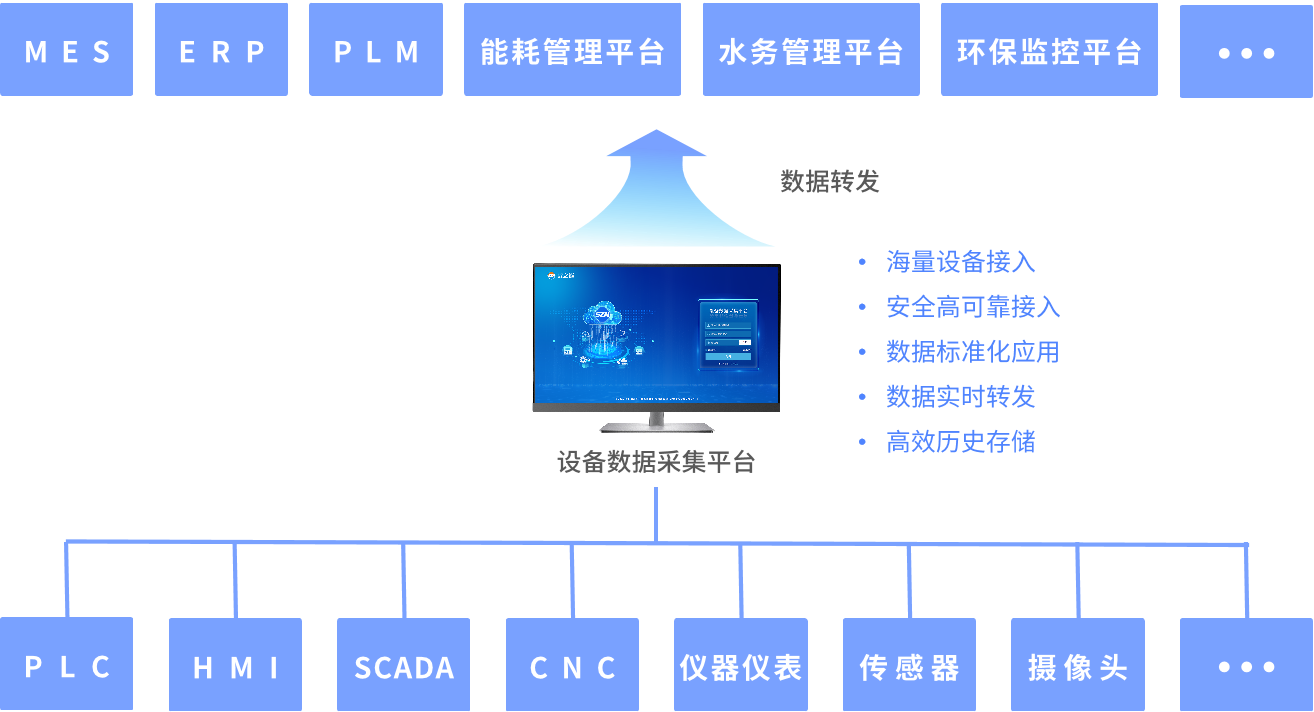
机械加工物联网解决方案:助力数字化工厂智能化升级
国产变频器维护基本常识
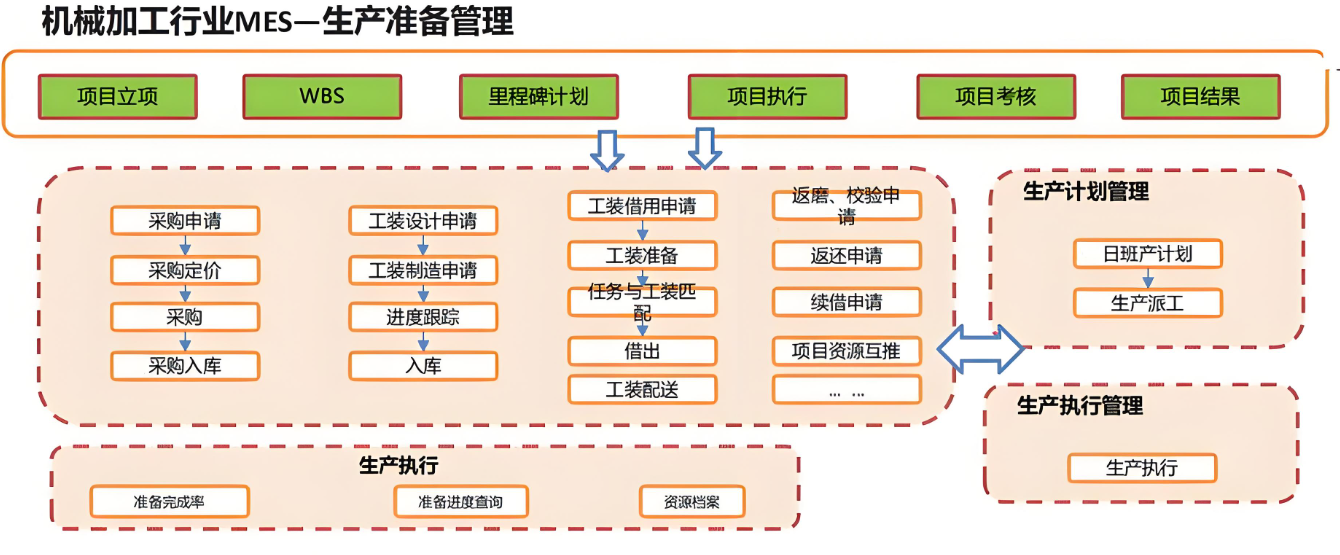
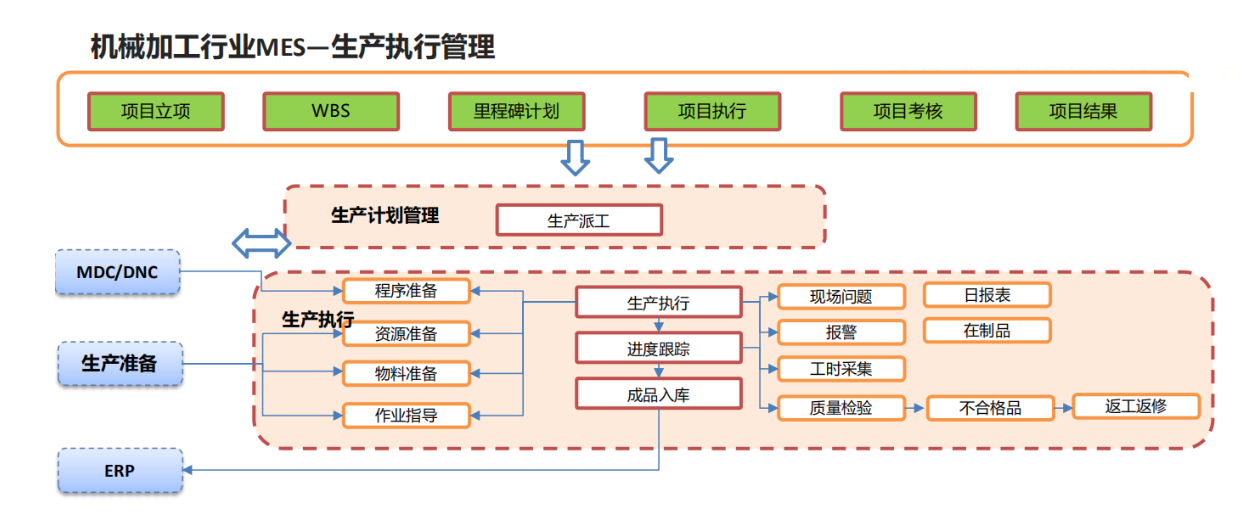
万界星空科技机械加工行业MES系统功能介绍
常见的机械分选方法有哪些
机械手 OEM 的应用
万界星空科技机械加工行业MES解决方案
安全用电的必读基本常识

8芯M16公头连接器常识

粮食加工机械远程监控运维物联网系统解决方案
机器人机械手加装SycoTec 4060 ER-S电主轴高精密铣削加工
机械加工行业MES系统实施步骤
机床导轨误差对机械加工品质的影响

高精度微型加工中心——半导体精密零件加工的新选择






 工商网监
工商网监
评论