 电子束焊接工作原理_电子束焊接应用
电子束焊接工作原理_电子束焊接应用
电子束焊接工作原理
电子束是从电子枪中产生的。通常电子是以热发射或场致发射的方式从发射体(阴极)逸出。在25-300kV加速电压的作用下,电子被加速到0.3-0.7倍的光速,具有一定的动能,经电子枪中静电透镜和电磁透镜的作用,电子会聚成功率密度很高的电子束。
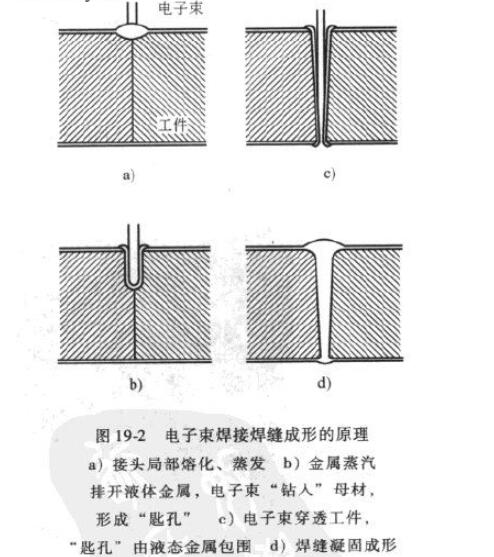
这种电子束撞击到工件表面,电子的动能就转变为热能,使金属迅速熔化和燕发。在高压金属蒸汽的作用下熔化的金属被排开,电子束就能继续撞击深处的固态金属,很快在被焊工件上“钻’出一个锁形小孔(图19-2)。小孔的周围被液态金属包围。防着电子束与工件的相对移动,液态全属沿小孔周圈流向熔池后部,逐渐冷却、凝团形成了焊缝。也就是说,电子束焊过程中的焊接熔他始终存在一个“匙孔”。“匙孔“的存在。从根本上改变了焊接熔池的传质、传热规律,由一般熔焊方法的热导娜转变为穿孔焊,这是包括激光焊、等离子焊在内的高能束流焊接的共同特点。
电子束传送到焊接接头的热量和其熔化金属的效果与束流强度、加速电压、焊接速度、电子束斑点质量以及被焊材料的性能等因素有密切的关系。
电子束焊接主要应用领域
电子束的功率密度高,焊接过程中工件的变形与收缩量小焊缝的热影响区小焊接的精度高,焊缝的深宽比大,在真空电子束焊中,焊缝的化学成分纯净。 因此电子束焊接常用于以下领域:
1)适用于难熔金属、活泼金属和高纯度金属的焊接。2)适用于通常熔化焊无法焊接的异种金属材料的焊接。
3)可焊接经淬火或加工硬化的金属。
4)由于焊缝的热影响区小,可焊接紧靠热敏感材料的零件。
5)可对已经精加工到最后尺寸的零件进行焊接。
6)电子束可射出几百毫米的距离,可对其他焊接方法无法接近的部位进行焊接。
7)非真空电子束焊不受工作室尺寸限制。不但可对大型零件进行全位置焊接,还可以进行高速焊接,可大大降低批量生产成本,提高工作效率。
责任编辑:YYX
-
焊接
+关注
关注
38文章
3120浏览量
59708 -
电子束
+关注
关注
2文章
89浏览量
13234
发布评论请先 登录
相关推荐
聚焦离子束系统的结构、工作原理及聚焦离子束双束系统

聚焦离子束一电子束(FIB-SEM)双束系统原理

扫描电镜工作原理
电子束光刻威廉希尔官方网站 实现对纳米结构特征的精细控制
东方晶源深耕电子束量测检测核心威廉希尔官方网站 “三箭齐发”新一代EOS上“机”

模拟示波器包括电子枪吗
三大产品线全力升级 东方晶源引领国内电子束量测检测发展

ISO-5817:2003-钢、镍、钛及其合金熔焊接头(不包括电子束焊接)缺陷的 质量等级
新思科技x Multibeam推出业界首款可量产电子束光刻系统 无需掩膜
神秘的电子束
电子束威廉希尔官方网站 的原理与应用概览

基于SEM的电子束光刻威廉希尔官方网站 开发及研究






 工商网监
工商网监
评论