 SMT加工常见焊膏印刷不良问题及解决方法
SMT加工常见焊膏印刷不良问题及解决方法
1、拉尖
产生原因:大部分这类问题都是由于刮刀空隙过大或者焊膏黏度过大而导致的。
解决方法:判断产生原因,如果是刮刀空隙过大就在SMT加工时将小刮刀的空隙调整到合适位置,如果是焊膏黏度过大那SMT工厂在加工时就需要重新挑选黏度合适的焊膏。
2、焊膏太薄
产生原因:一般焊膏太薄在SMT加工中可能三种原因:
(1)模板太薄;
(2)刮刀压力过大;
(3)焊膏流动性较差达不到要求。
解决方法:首先判断在SMT贴片加工中出现焊膏太薄的原因,然后针对性解决问题。模板太薄的话就换厚度合适的模板;刮刀压力过大就适当调整刮刀的压力;焊膏的流动性一般和焊膏的颗粒度和黏度有关,选择合适的焊膏即可。
3、焊盘上焊膏厚度不均匀
产生原因:焊盘上焊膏厚度不均匀产生的原因一般于两种:
1、焊膏拌和不均匀;
2、模板与印制板不平行。
解决方法:确定问题产生的原因然后根据原因来解决问题,在打印前充分拌和焊膏使焊膏颗粒度统一;调整模板与印制板的相对方位,使之形成平行。
4、厚度不同,边际和外表有毛刺
产生原因:大部分是因为焊膏黏度过低或模板孔壁粗糙而造成的。
解决方法:焊膏重新选用黏度较高的类型,在SMT工厂贴片加工之前仔细查看蚀刻工艺的质量。
5、陷落
产生原因:陷落的产生原因一般有三种:
(1)印制板定位做的不够稳定;
(2)刮刀压力太大;
(3)焊膏黏度过低或者是焊膏金属含量过低。
解决方法:确定SMT加工中出现陷落的产生原因,然后根据原因来采取对应解决办法:
(1)重新将印制板固定好,保持稳定;
(2)将刮刀压力调整到合适的程度;
(3)重新挑选焊膏,使焊膏的黏度或金属含量达到SMT贴片加工焊膏打印的要求。
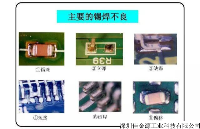
6、打印不完全
产生原因:产生原因有很多,常见的一般是以下四种:
(1)开孔阻塞或有焊膏黏在模板底部;
(2)焊膏黏度不足;
(3)焊膏中有较大的金属粉末颗粒;
(4)刮刀磨损。
解决方法:根据不同产生原因采取相应的解决方法:
(1)清洗开孔和模板底部;
(2)重新选择合适的焊膏;
(3)重新选择焊膏,使选择金属粉末颗粒尺寸和开孔尺寸相匹配;
(4)更换刮刀。
责任编辑人:CC
-
smt
+关注
关注
40文章
2899浏览量
69240 -
焊膏
+关注
关注
0文章
43浏览量
10381 -
smt加工
+关注
关注
0文章
20浏览量
5367
发布评论请先 登录
相关推荐









 工商网监
工商网监
评论