 KUKA机器人电伺服移动到力的控制MOVE_TO_FORCE程序分析
KUKA机器人电伺服移动到力的控制MOVE_TO_FORCE程序分析
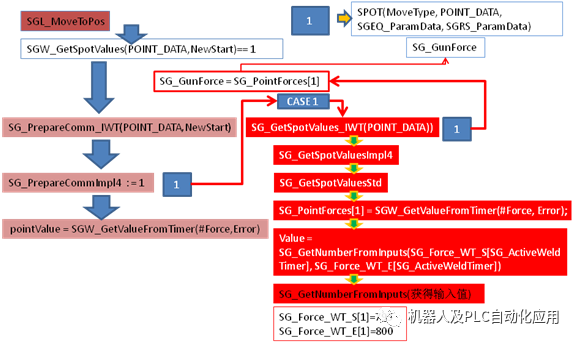
移动焊钳到使用力
GLOBALDEF SGM_MOVE_TO_FORCE (FORCE :IN, MovementType:IN, GunClosingReason:IN, SGEQ_ParamSet:IN, SGRS_ParamSet:IN )
力值的给入图:
声明变量:
DECL SG_MoveType_TMovementType
DECL ForceMovementType_TGunClosingReason
DECL SGEQg_POINT_T SGEQ_ParamSet
DECLREAL FORCE, SPEED, factor, SavedExValue
DECLINT HANDLE
DECL SGRSg_POINT_T SGRS_ParamSet
声明结束
进入程序
SG_LogbookCurrent.TargetForce = FORCE
factor = 1.0
IF(SGEQ_ActivePointCond)THEN SGEQ_ActivePointCond=false
说明一下的IF语句里暂时没有使用
SGEQ_ExpectedTime =SGEQ_TimeExpectedHelper(SGEQ_ParamSet)
SGEQ_SpeedProz = SGEQ_CalcSpeedAndTimes(SGEQ_ExpectedTime)
SPEED = SGEQ_SpeedProz
SGEQ_CurrentParamSet = SGEQ_ParamSet
IF NOT SGEQ_ContactMode THEN
SGEQ_INIT(SGEQ_ParamSet,SGEQ_ExpectedTime)
ENDIF
IF(ServoGun[SG_ActiveGunNumber].GunControl == #Position)THEN
TRIGGERWHENDISTANCE= 1 DELAY= 0 DO SGEQ_Start(SGEQ_CurrentParamSet,SGEQ_ExpectedTime)Prio=-1
ELSE
SavedExValue = SGL_GET_AXIS_VALUE(P_APPROX)
P_APPROX = SGEQ_StartPoint
SGL_SET_AXIS_VALUE(P_APPROX, SavedExValue)
ENDIF
SGL_MoveToPos(SGEQ_StartPoint,SGEQ_StartPoint,#CLS_OPEN,MovementType)
ENDIF
-----------------endif--------------
IF MovementType == #SG_PTP THEN 移动方式是PTP
BAS (#ACC_PTP,100 ) 使用 ACC加速度100%
BAS (#VEL_PTP,100 ) 使用 VEL速度100%
$APO.CPTP=1 使用接近距离
IF(SGEQ_ActivePointCond)THEN SGEQ_ActivePointCond=false
说明一下的IF语句里暂时没有使用
$VEL_EXTAX[SG_ExtaxActive]= SPEED * factor
IF(ServoGun[SG_ActiveGunNumber].GunControl == #Force)THEN
TRIGGERWHENDISTANCE= 1 DELAY= 0 DO SGEQ_Start(SGEQ_CurrentParamSet,SGEQ_ExpectedTime)Prio=-1
ENDIF
ELSE
IF(GunClosingReason == #SingleWear)THEN
factor = SG_SingleWearSpeedF
$VEL_EXTAX[SG_ExtaxActive]= SG_ConstSpeed * factor
ELSE
$VEL_EXTAX[SG_ExtaxActive]= 100
ENDIF
ENDIF
-------------end-------------------------
---------------if-----------------
IF(GunClosingReason == #Init)THEN
焊接时GunClosingReason =#WELD 测量时GunClosingReason == #Init
PTP P_APPROX C_PTP
ELSE
PTP P_APPROX C_PTP
ENDIF
----------end------------------
$VEL_EXTAX[SG_ExtaxActive]=SG_ConstSpeed * factor
-----提前运行中外部轴的轴速度-----
-----SG_ConstSpeed 之前在更换电极时算得速度------------
IF(ServoGun[SG_ActiveGunNumber].GunControl == #Position)THEN
ServoGun[1]=#Position
ACTIVATE_FORCE_MODE((6+SG_ExtaxActive), FORCE, SGL_CalcPartPos(SG_CurrentCmd),0)
----使用力功能进行移动--------给入焊接控制器给的力值进行力的移动-------
ENDIF
IF(ServoGun[SG_ActiveGunNumber].GunControl == #Force)THEN
由于ServoGun[1]= #Position所以不执行力模式
ACTIVATE_FORCE_MODE((6+SG_ExtaxActive), FORCE, SGL_CalcPartPos(SG_CurrentCmd),SGEQ_AFM_ConstSpeedUser)
ENDIF
PTP P_PART C_PTP 在有力的情况下执行点到点的位置P_PART
P_PART补偿之后的力的值
C_PTP带轨迹逼近-提前执行
TRIGGERWHENDISTANCE=0 DELAY=0 DO SGM_VELEXAXFULL()PRIO=-1
提前触发激活 外部轴速度$VEL_EXTAX[1]=100
$APO.CDIS激活逼近范围
PTP P_WELD与ACTIVATE_FORCE_MODE()函数和$VEL_EXTAX[1]一起使用实现力的控制
PTP P_WELD 执行焊接轨迹点
ENDIF
-
机器人
+关注
关注
211文章
28476浏览量
207414 -
变量
+关注
关注
0文章
613浏览量
28402
原文标题:KUKA机器人电伺服移动到力的控制MOVE_TO_FORCE程序分析
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
【「具身智能机器人系统」阅读体验】2.具身智能机器人的基础模块
开源项目!能够精确地行走、跳舞和执行复杂动作的机器人—Tillu
移动机器人核心科技解码:导航、感知与掌控力的深度剖析
【「具身智能机器人系统」阅读体验】2.具身智能机器人大模型
伺服电机在机器人中的应用有哪些
基于导纳控制的机器人拖动示教原理和实现步骤
工业机器人控制器的主要功能有哪些

如何使用PLC控制机器人
abb机器人常用指令大全
ABB机器人的基本程序数据有哪些
基于FPGA EtherCAT的六自由度机器人视觉伺服控制设计
基于FPGA的六自由度机器人视觉伺服控制方案设计






 工商网监
工商网监
评论