 电伺服焊钳铣削分析:用户铣削
电伺服焊钳铣削分析:用户铣削
LIN VB=200[mm/s] VE=0% ACC=100% RobWzg=1 Base=0 SPSTrig=5[1/100s]P 铣削轨迹点
SERVOZANGE 1 Fraesen Punktnummer= 31 FahrzeugTyp= 0Doppelhub= AUS Bedingung=F277
TRIGGERWHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(5) PRIO=-1 执行SPS程序
VW_SGB_DRESS_ADV($FLAG[277],#SG_LIN,P5,1,31,0,FALSE,0) 预执行
LIN P5 轨迹点
$ADVANCE=3 提前3步执行
VW_SGB_DRESS_MAIN($FLAG[277],#SG_LIN,P5,1,31,0,FALSE,0)执行铣削
SPS_FERTIG=FALSE
TRIGGERWHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(6) PRIO=-1 执行伺服焊钳user程序后的SPS程序
LIN P5 轨迹点
铣削厚度由示教指定。
铣削过程是通过SGVW_USERDRESS方法实现的。
单次夹紧铣削:

双次夹紧铣削:

Doppelhub 双行程
•OFF:以焊接计时器指定的力将焊枪关闭一次。
•ON:以焊接计时器指定的力将焊枪关闭两次。
2.Punktnummer
仅当两次行程=开启时该字段才可用.
--------------------------------------------------------------
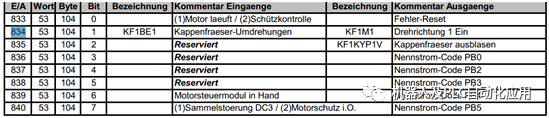
GLOBALDEF SGVW_USERDRESS() 用户铣削
SGB_VW_Prep_Dressparams(DressIOs) 铣削参数
DECL GLOBAL SGVW_DressIOs_TSGVW_Dresser={O_StartDress 834,O_DressDirection 850,I_DressEdge 834}
把SGVW_Dresser发给DressIOs赋值
REPEAT 循环
-
焊接
+关注
关注
38文章
3135浏览量
59767 -
SPS
+关注
关注
1文章
70浏览量
10392
原文标题:电伺服焊钳铣削分析:用户铣削
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
铣削加工如何正确选择走刀方式
其利天下威廉希尔官方网站 ·引起伺服电机故障的原因分析·伺服电机驱动方案开发

伺服驱动器的控制方式分析
交流伺服电机与直流伺服电机的对比分析
伺服驱动器一上电就报过载解决方法及具体案例
伺服压力机的优缺点分析
伺服压装机原理及结构分析
伺服驱动器不上电是什么原因
数控铣削加工在加工前数控程序需要编程吗
伺服放大器和伺服驱动器的区别
SycoTec高精度主轴铝合金高速铣削工艺方案及实际应用
伺服电缸和伺服压机区别 伺服电缸能取代液压油缸吗






 工商网监
工商网监
评论