 回流焊机温度和时间如何设置才是比较合适的
回流焊机温度和时间如何设置才是比较合适的
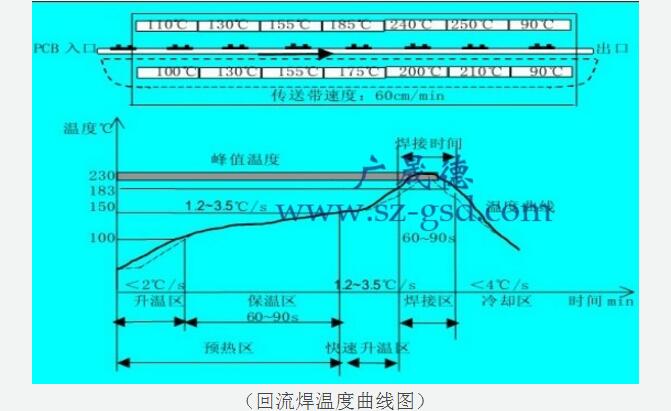
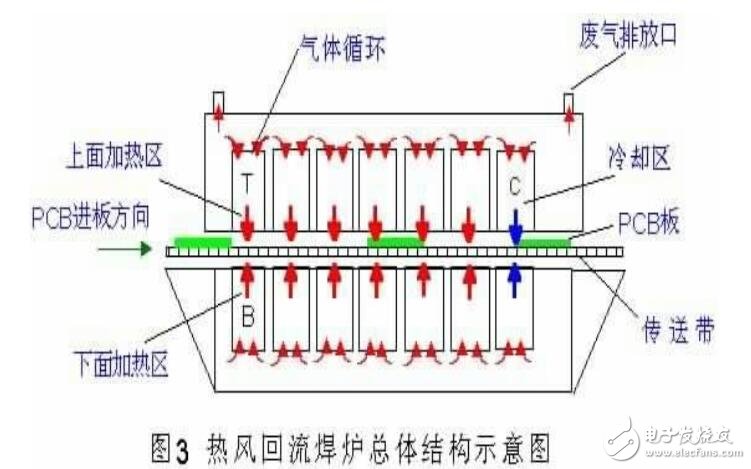
回流焊机总体上是划分四个温区,温区的时间也都是不一样的,焊接时间与温度是决定回流焊质量的主要因数,如果时间过快或者过慢或者各温区的温度设置不合理都会造成大量的回流焊不良产品产生。下面与大家具体分析一下回流焊机温度和时间设置多少?

回流焊机预热区的温度和时间设置:
回流焊机预热区的温度和时间设置视PCB板上热容量最大的部品、PCB面积、PCB厚度以及所用锡膏性能而定。一般在80~160℃预热段内时间为60~120sec,由此有效除去焊膏中易挥发的溶剂,减少对元件的热冲击,同时使助焊剂充分活化,并且使温度差变得较小。预热段温度上升率:就加热阶段而言,温度范围在室温与熔点温度之间慢的上升率可望减少大部分的缺陷。对最佳曲线而言推荐以0.5~1℃/sec的慢上升率,对传统曲线而言要求在3~4℃/sec以下进行升温较好。
回流焊机均温区温度和时间设置:
回流焊机均温区目的一个是使整个PCB板都能达到均匀的温度(175℃左右),均热的目的是为了减少进入回流区的热应力冲击,以及其它焊接缺陷如元件翘起,某些大体积元件冷焊等。均热阶段另一个重要作用就是焊锡膏中的助焊剂开始发生活性反应,增大焊件表面润湿性能(及表面能),使得融化的焊锡能够很好地润湿焊件表面。由于均热段的重要性,因此均热时间和温度必须很好地控制,既要保证助焊剂能很好地清洁焊面,又要保证助焊剂到达回流之前没有完全消耗掉。
回流焊机焊接区温度和时间设置:
回流焊炉内温度继续升高越过回流线(183℃),锡膏融化并发生润湿反应,开始生成金属间化合物层。到达最高温度(215 ℃左右),然后开始降温,落到回流线以下,焊锡凝固。回流区同样应考虑温度的上升和下降斜率不能使元件受到热冲击。回流区的最高温度是由PCB板上的温度敏感元件的耐温能力决定的。由于共界金属化合物形成率、焊锡内盐基金属的分解率等因素,其产生及滤出不仅与温度成正比,且与超过焊锡熔点温度以上的时间成正比,为减少共界金属化合物的产生及滤出则超过熔点温度以上的时间必须减少,一般设定在45~90秒之间,此时间限制需要使用一个快速温升率,从熔点温度快速上升到峰值温度,同时考虑元件承受热应力因素,上升率须介于2.5~3.5℃/see之间,且最大改变率不可超过4℃/sec。
回流焊机冷却区温度和时间设置:
回流焊快速冷却将导致元件和基板间太高的温度梯度,产生热膨胀的不匹配,导致焊接点与焊盘的分裂及基板的变形,一般情况下可容许的最大冷却率是由元件对热冲击的容忍度决定的。冷却区降温速率一般在4℃/S左右,冷却至75℃即可。
带速决定机板暴露在每个区所设定的温度下的持续时间,增加持续时间可以允许更多时间使电路装配接近该区的温度设定,每个区所花的持续时间总和决定总共的处理时间。把握组件内部温度应力变化原则,即加热温度变化小于每秒3℃和冷却温降速度小于5℃。
推荐阅读://m.obk20.com/article/605590.html
责任编辑:gt
-
pcb
+关注
关注
4319文章
23099浏览量
397913 -
元件
+关注
关注
4文章
917浏览量
36701 -
温度
+关注
关注
2文章
138浏览量
10410
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论