 CNC数控加工中心的选刀与换刀指令分享
CNC数控加工中心的选刀与换刀指令分享
一、斗笠式刀库的换刀
多采用固定地址换刀方式,刀具号与刀座号是固定对应的,其换刀动作是依靠刀库的横向移动与主轴的上下移动实现换刀,简称为主轴换刀方式。由于其无换刀机械手,因此选刀动作不能在换刀动作之前预选。其换刀指令与选刀指令一般编写在同一个程序段,其指令格式如下:
M06 T××;
指令执行时,刀库首先将主轴上刀号对应的刀座转到换刀位置,并将主轴上的刀具换回刀座中,然后刀库又将指令中指定的刀具转到换刀位置,并换上主轴。
这种刀库,即使在执行M06的前面先执行Tx x,也不能够预选刀,*终选刀的动作还是在执行M06时执行,如果M06前面没有Tx x,则系统会报警。
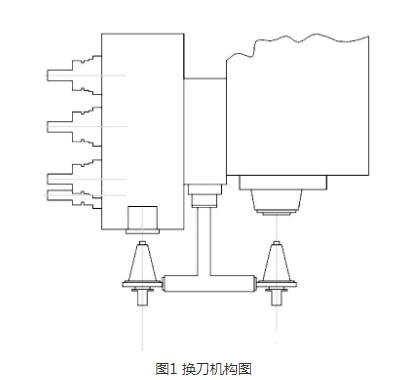
二、圆盘式和链式刀库的换刀
其多采用随机地址换刀方式,刀具号与刀座号的对应关系是随机的,但其对应关系能够被数控系统记忆住。这种刀库的换刀是依靠机械手换刀。其指令与换刀的动作为:刀具指令Tx x控制刀库的旋转,并将选中的刀具转至换刀工作位置,而换刀指令M06控制换刀机械手的动作,实现主轴刀具与刀库换刀位置处刀具的交换。其选刀指令与换刀指令可以在同一个程序段,也可以分开编写,选刀与换刀指令对应的动作也可以同时或分开动作。其指令格式如下:
Tx x M06;
指令执行时,刀库首先将Tx x刀转到换刀位置,然后机械手将刀库刀具与主轴刀具交换,实现Tx x刀具换至主轴的目的。
阅读以上两种方法可以看出方法二将选刀动作与加工动作重叠,这样换刀时就不必选刀而直接换刀,提高了工作效率。
前文谈到,刀库的换刀指令与机床厂家有关,如有的刀库不仅要求Z轴必须返回换刀点,而且Y轴也必须返回换刀点,其程序格式如下:
在同一个程序段编写选刀与换刀指令时,不同厂家刀其的执行规则也可能有差异,如有的不管书写的先后顺序,均按先选刀、再换刀的规则执行。而有的规则规定选刀指令必须在换刀指令执行之前编写,否则,其动作是先换刀、再选刀,如上面的程序所示。这种情况,若在M06指令执行前未编写选刀指令,则系统会报警。
-
CNC
+关注
关注
7文章
310浏览量
35143 -
数控加工
+关注
关注
0文章
58浏览量
9933
发布评论请先 登录
相关推荐
深圳恒兴隆|自动换刀电主轴:实现加工自动化与高效化的关键.
cnc的加工原理是什么
数控加工中心刀具换刀系统
数控机床的刀库及换刀机构
PLC在加工中心自动换刀过程中的编程技巧
影响高速电主轴自动换刀速度的因素详解
SycoTec 4033 AC气动自动换刀与电动自动换刀威廉希尔官方网站 详解
自动换刀主轴应用领域有哪些?






 工商网监
工商网监
评论