 电火花加工的加工特性_电火花加工的工艺参数
电火花加工的加工特性_电火花加工的工艺参数
电火花加工的加工特性
表示电火花加工特性的指标有:加工速度(g/min,每分钟多少克),表面粗糙度(μm)、间隙(μm)和电极损耗比(%)。这些加工特性主要取决于放电电流的最大值和放电的持续时间(脉冲宽度)等电气条件,在相同的加工条件下,加工效率的高低与脉冲放电的停止时间(tr)的大小有很大关系。
目前,在电火花加工时,加在极间隙上的是100V左右、频率为250Hz~250kHz的脉冲电压,脉冲放电持续时间在2μs至2ms范围内,各个脉冲的能量可在2mJ到20J(电流为400A时)范围内调整。在此范围内,根据持续时间(脉冲宽度)和脉冲能量的不同组合,可以获得不同的加工速度、表面粗糙度、电极消耗和表面组织等。
当频率高、持续时间短的脉冲加在电极间隙时,每个脉冲的金属除去量非常少,可以得到小的表面粗糙度值,但加工速度低。在相同功率的条件下,频率低、持续时间长的脉冲虽然可得到大的加工速度,但表面粗糙度值变大。
电火花加工的工艺参数
电火花加工的工艺参数可以分为电参数和非电参数。电参数主要是脉冲电源的参数,有加工极性,脉宽,脉间,峰值电压,峰值电流等等。非电参数主要有冲油或抽油的方式,压力,流量,抬刀高度,频率,平动方式,平动量的大小等,他们相互影响,相生相克,给参数的选择增加了难度。
为了能正确选择电火花加工参数规准,使其有章可循,人们根据工具电极,工件的材料,若工具极性,脉宽,峰值电流等主要参数对表面粗糙度,放电间隙,蚀除速度和电极损耗率等四个主要工艺指标的影响,事先做成工艺曲线图表,按此来选择电火花加工的规准。
电火花加工模具或某种零件时,一般工件材料是事先已定的,碳钢,模具钢,不锈钢,各种镍铬合金钢等都可以算作钢类材料,对电火花加工来说,它们的被加工性能,工艺指标都相差不多。含熔点,气化点很高的钨,钼类合金材料以及硬质合金材料以及石墨,铜钨,银钨烧结材料,导电的聚晶金刚石等可算做为另一类,对电加工来说它们属于难加工材料。对铝,锌,黄铜等熔点较低的材料,电火花加工比较容易。总之,第一步就是咱分析工件的特点和威廉希尔官方网站 要求(如表面粗粗度,尺寸,公差精度)等工艺威廉希尔官方网站 指标的基础上,根据工件材料和威廉希尔官方网站 要求来选择工具电极的材料,如黄铜,紫铜,石磨或铜钨,银钨合金等,当然要考虑它们是否易于加工制作成工具电极以及成本等因素。
以后就是选择加工极性等工艺参数规准,大部分工件一般要分成粗,中,精几种规准依次转换,既保证工件的威廉希尔官方网站 要求,又保证尽可能高的总的生产效率。选择电规准的顺序应根据主要矛盾来决定。例如加工型腔模具,电极损耗比必须要低于1%,则应根据要求的电极损耗比来选择粗加工时的脉宽和峰值电流,这时把生产效率,粗粗度等放在次要地位来考虑。
如加工精密小模数齿轮冲模,除了侧面粗粗度外,主要还应考虑选择合适的放电间隙,以保证所规定的冲模配合间隙。
脉冲间隙时间的选择,粗加工长脉宽时取脉宽的1/5—1/10,精加工时取脉宽的2—5倍,脉间大,生产率低,但脉宽过小,则加工不稳定,易拉弧。
加工面积小时不宜选择过大的峰值电流,否则电极间隙内电蚀产物过浓造成放电集中,易拉弧。因此,在粗加工刚开始时可能实际加工面积很少,应暂时减少峰值电流或加大脉冲间隔,或故意加强定时抬刀,待电火放电面积逐渐增大后,在逐渐增大电流至正常值。随着加工深度的逐渐增加,也应相应加强抬刀和冲,抽油排屑功能。
-
脉冲
+关注
关注
20文章
889浏览量
95620 -
电火花
+关注
关注
0文章
29浏览量
12443
发布评论请先 登录
相关推荐
ATA-61520功率放大器在电火花加工中的应用
金刚石磨轮的电火花成形磨削加工
基于单片机控制的电火花加工电源
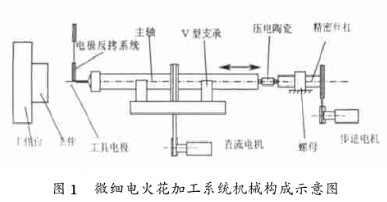
微细电火花加工的组成特点与系统设计
电火花加工的三个条件_电火花加工的四个过程
电火花加工实验
功率放大器在电火花加工中的作用有哪些





 工商网监
工商网监
评论