 PCB焊盘过波峰焊出现缺陷问题的原因与解决方法
PCB焊盘过波峰焊出现缺陷问题的原因与解决方法
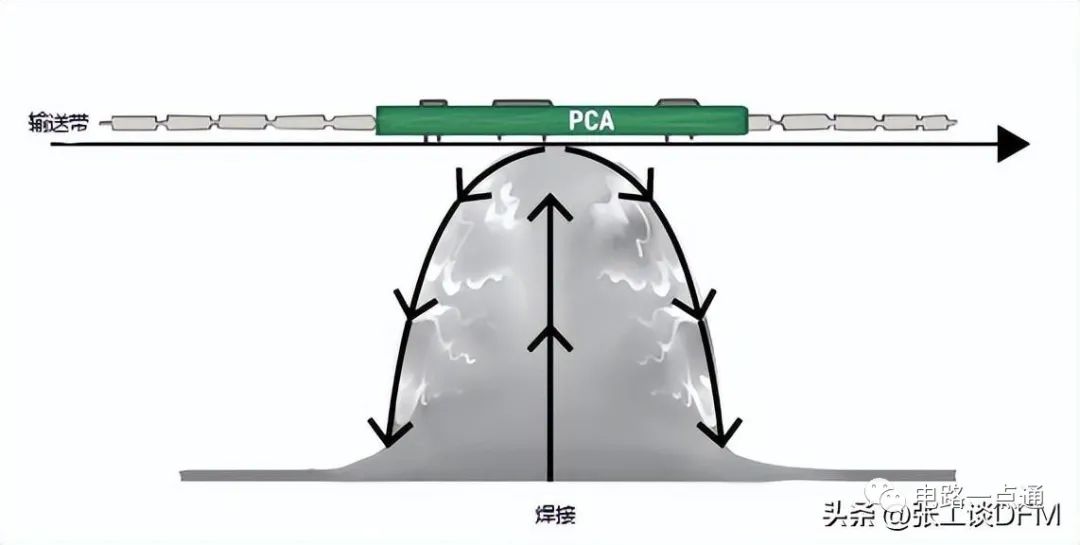
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”,其主要材料是焊锡条。
波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂→ 预热(温度90-100℃,长度1-1.2m) → 波峰焊(220-240℃)冷却 → 切除多余插件脚 → 检查。
为什么PCB焊盘过波峰焊出现缺陷问题?
①PCB设计不合理,焊盘间距过窄。
②插装元器件引脚不规则或插装歪斜,焊接前引脚之间已经接近或已经碰上。
③PCB预热温度过低,焊接时元器件与PCB吸热,使实际焊接温度降低。
④焊接温度过低或传送带速度过快,使熔融焊料的黏度降低。
⑤助焊剂活性差。

解决办法有:
第一按照PCB设计规范进行设计。
第二插装元器件引脚应根据PCB的孔距及装配要求成型。
第三根据PCB尺寸、板层、元器件多少、有无贴装元器件等设置预热温度,PCB底面温度在90~130℃。
第四锡波温度为(250±5)℃,焊接时间为3~5s。温度略低时,传送带速度应调慢些。
第五更换助焊剂。
常见PCB焊盘过波峰焊时出现缺陷问题有以下几点:
(1)板面脏污。这主要是由于助焊剂固体含量高、涂敷量过多、预热温度过高或过低,或由于传送机械爪太脏、焊料锅中氧化物及锡渣过多等原因造成的。
(2)PCB变形。一般发生在大尺寸PCB上,由于大尺寸PCB质量大或由于元器件布置不均匀造成质量不平衡。这需要PCB设计时尽量使元器件分布均匀,在大尺寸PCB中间设计工艺边。
(3)掉片(丢片)。贴片胶质量差,或贴片胶固化温度不正确,固化温度过高或过低都会降低黏结强度,波峰焊时经不起高温冲击和波峰剪切力的作用,使贴装元器件掉在料锅中。
(4)其他隐性缺陷。焊点晶粒大小、焊点内部应力、焊点内部裂纹、焊点发脆、焊点强度差等,需要X光、焊点疲劳试验等检测。这些缺陷主要与焊接材料、PCB焊盘的附着力、元器件焊端或引脚的可焊性及温度曲线等因素有关。
-
pcb
+关注
关注
4319文章
23094浏览量
397709 -
元器件
+关注
关注
112文章
4714浏览量
92261 -
焊接
+关注
关注
38文章
3129浏览量
59734
发布评论请先 登录
相关推荐






 工商网监
工商网监
评论