 电镀锌工艺流程图
电镀锌工艺流程图
电镀锌工艺流程图
电镀锌,行业内又称冷镀锌,就是利用电解,在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。

电镀锌工艺介绍
1、碱液除油
碱液除油有多种方法,包括浸泡法、喷射法、蒸气法、联合处理法和手工擦拭法。
其中用得最普遍的是浸泡法和喷射法,它们可以适用于各种需要的工序及场合,设备简单,易操作,安全无毒,可以半手工操作,也可以自动化、机械化处理。
这种方法主要借助于碱的化学作用(皂化作用)来清除金属表面的油脂和轻微锈蚀,使被涂表面净化,这种方法常用于清除钢铁、镍、铜等黑色金属以及不溶于碱液的有色金属。碱液的主要成分有氢氧化钠、磷酸三钠、硅酸钠、碳酸钠、硫酸钠等,其中起皂化和洗涤作用的是氢氧化钠;磷酸三钠主要起软化水的作用;酸碱度(pH)由碳酸钠进行调整;硅酸钠则起加强润湿和乳化作用。
目的在于去油,减少油脂对电镀的影响。
2、逆流漂洗
逆流漂洗指的是工件运动方向和水流方向相反,这样先用脏水洗再用干净水洗,既可以节约用水,又能洗干净。所以,先要看好工件的运动方向。
现在工业中用到很多使用的是多级动态逆流漂洗,所谓多级动态逆流漂洗具有三个特征:
其一:洗槽不是单槽,工件要经过一级又一级的多道清洗;
其二:清洗水不是静止不动而是在串联的多个清洗槽中,从末级清洗槽供水,从首级清洗槽排水;
其三:被清洗工件的走向与水流方向相反,是逆向运动的。
漂洗也在于去除表面的污渍,保证之后的工序进行。
3、酸洗活化
酸洗活化是指利用化学方法除去基体表面的锈物和氧化膜,使工件表面处于活化状态的加工方法。
尽管酸洗溶液采用硫酸或者盐酸均可,但在热镀锌生产中大多采用盐酸。之所以如此,是因为盐酸酸洗作业可以在室温下进行,盐酸对金属氧化物具有较强的化学溶解作用,在温室下能有效地对多种金属进行酸洗处理,盐酸对钢铁工件铁基体的溶解酸洗比硫酸要快,酸洗用时较短,容易对酸洗过程进行有效的控制。
因此,使用盐酸来酸洗钢铁工件不易发生“过腐蚀”和“氢脆”现象。
说到“氢脆”现象,就要考考大家了,到底什么是氢脆呢?
接下来就是重头戏!
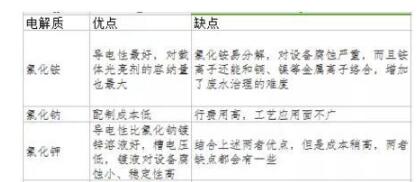
4、氯化物镀锌
根据电解质不同,可以分为:铵盐镀锌、钾盐镀锌和钠盐镀锌,具体见下表:
5、低铬钝化
镀锌层遭到腐蚀后不断变薄,这不仅使镀层外观受到破坏,甚至失去对钢铁基体的保护能力。若将镀锌层在一定组成的铬酸溶液中进行钝化处理,使镀锌层表面形成一层组织细密、抗蚀性较高的铬酸盐膜(即钝化膜)后,则可显著地提高镀锌层的抗腐蚀能力,厚度相同,质量相似的锌镀层,钝化处理后的抗蚀能力可提高7-10倍。
6、烘干
电镀工艺中的干燥工序起到就是防止产品表面残留水迹,防止氧化变色用的。
-
电镀
+关注
关注
16文章
456浏览量
24128 -
电镀锌
+关注
关注
0文章
9浏览量
6565
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论