 电子发烧友App
电子发烧友App


汽车上装备的用电器越来越多,使得整车中搭铁点和搭铁导线也越来越多。如何保证用电器可靠搭铁成为线束设计中的一项重要工作。设计过程中一定要根据用电器的性质、功能的不同,合理设计搭铁点和搭铁线,才能最大限度地保证汽车电器的良好工作状态。
1 搭铁的概念及作用
汽车上的用电器均采用并联连接,所有电路都有正极和负极。大多数是蓄电池正极线直接与各用电器连接,蓄电池负极线直接搭在发动机和车身金属件上,各用电器的负极线通过线束就近搭在发动机和车身金属零件上,利用发动机和车身金属零件作公共通道,回到蓄电池负极,形成闭环回路。这种负极与发动机和车身金属零件相连接的方式就称为搭铁,俗称为接地。汽车上的负极导线通常称为搭铁线。
整车电路中,搭铁对整个电路而言非常重要。搭铁回路的优劣是汽车电器工作好坏的关键。搭铁点分布在汽车全身,主要集中在仪表板管梁、车身底板、前机舱等部位,有些搭铁部位容易沾泥水 ﹑油污或生锈,这些情况都可能引起搭铁不良,从而出现功能故障。例如搭铁点处的车身上有漆、发动机搭铁线紧固螺栓松动,或者搭铁端子腐蚀电阻增大等,这些都会导致搭铁不良,严重影响用电器的正常工作。因此,线束搭铁设计必须保证其合理性和优良性。
2 搭铁设计策略
搭铁点数量、位置及每个搭铁点连接的负载就是搭铁设计核心。整车线束中搭铁设计要合理,保证线束中的所有搭铁线均要可靠搭铁。搭铁设计除要遵守就近搭铁的基本原则外,还要遵循各系统的搭铁设计原则,无特殊搭铁要求的系统也要根据负载的类型考虑搭铁点合并问题;搭铁线及搭铁端子的设计也至关重要;工艺方面,为保证搭铁的可靠性,带有绝缘漆层的搭铁位置的去漆处理同样不可忽略。
2.1 搭铁设计原则
在搭铁位置的选取中,要遵守就近搭铁的原则,且由于搭铁点需要维护,应尽量布置在易维护的地方。
就搭铁点位置而言,优先选择在车身各主要的梁上。除特殊情况外,不允许使用支架搭铁。
在遵守就近搭铁基本原则的前提下,还要考虑各子系统对搭铁的特殊要求,无特殊搭铁要求的系统也要根据负载的类型考虑搭铁点合并问题。若电气子系统有特殊搭铁要求,应优先遵守其特殊的要求。根据各控制器及子系统要求,进行合理搭铁设计,一般遵循以下原则。
2.1.1 独立搭铁
1)重要系统独立搭铁。发动机控制单元、制动控制单元(ABS)等对整车性能、安全影响较大,且易受其他用电器干扰,因此这些系统的搭铁点一定要单独设置。
2)安全系统独立搭铁。安全气囊控制单元要求独立搭铁,为提高安全可靠性,保障功能可靠发挥,其搭铁要求是不允许与其他用电器合用搭铁点及搭铁回路。
3)弱信号传感器独立搭铁。弱信号传感器搭铁点最好是在离传感器较近的位置,以保证信号的可靠传递。
4)无线电系统独立搭铁。为避免干扰,音响系统中需将音响独立搭铁,保证收音状态的电磁兼容通过性。
2.1.2 同系统同搭铁
同一系统同一搭铁点,避免不同搭铁带来的悬浮电位对系统可靠性及准确性的影响。
同一系统负载组合到同一搭铁回路,如仪表与燃油传感器尽管距离很远或有对接,但仍要组合到同一搭铁回路,防止仪表燃油指示发生偏差。其他还有几处可以组合到同一搭铁回路,如主继电器和ECU;点火线圈和行车必带的感性负载(二次空气泵、真空助力泵、起动继电器、鼓风继电器和压缩机)前部各种灯具等。
2.1.3 关键系统复式搭铁
重要的用电器采用复式搭铁,目的是如果其中一处搭铁失效,系统可以通过另一搭铁点搭铁,确保重要用电器工作的可靠性、准确性。如ECU、TCU 、BCM 、ABS 、仪表、空调、LCD等,需采用复式搭铁。对于安全气囊系统,它的搭铁点不仅应单独设置,而且为了确保其安全可靠,最好采用复式搭铁。
2.1.4 电磁兼容(EMC)搭铁
整车用电器数量不断增加,且使用频率逐渐提高,功率逐渐增大,使得汽车工作环境中充斥着电磁波,导致汽车电磁兼容(EMC)问题日益凸现。
单就整车电线束系统来说,是不好用EMC标准来衡量的,线束只有和各用电器组成系统后,才能有EMC方面一些特性。因此,EMC问题解决需要从整车电子系统层面进行考虑。重点要在各电器件功能设计的同时进行EMC设计,关注有源器件的选型和印制板设计等。同时,搭铁设计也是EMC设计的重要环节。良好的搭铁布置和改进的搭铁线对整车的电磁兼容性有所帮助。
线束设计中,要重视EMC影响的相关搭铁设计,借鉴以往设计经验,并采取相应措施,如使用屏蔽线、搭铁位置变换、将存在可能相互干扰的信号线分开成束等。另外,也可通过EMC测试,根据不同搭铁线设计的测试结果,进行优选,反复试验验证。
在EMC问题中,尤其是发动机点火系统,面临着电磁兼容的巨大挑战。在某车型进行整车EMC测试过程中,一开始测试未通过,之后对搭铁点进行更改,搭铁点增加或位置改变,经过反复多次的搭铁改进,EMC测试通过,最终确认的方案是在点火线圈分支处增加两处搭铁点搭在发动机上,使电磁兼容性得到了改善,见图1实例。

2.1.5 其他设计原则
在整车线束搭铁设计中,除满足部分系统的特殊搭铁要求外,其他用电器可根据布置位置及负载类型的具体情况共用搭铁点。
同一类型的负载可以使用同一搭铁点,基本原则是就近搭铁,避免搭铁线过长。但每个搭铁点的负荷不可过于集中,搭铁回路使用的导线一定要经过带载能力计算,且要以同时工作的负载之和作为计算参数。
搭铁点合并也要遵循一定的原则,有些负载是不能共用搭铁点的。
设计中要避免不同类型负载相互影响,强弱信号搭铁要分开,如传感器类搭铁不能与大负荷负载使用同一搭铁回路;冲击类型的负载避免与带有电子元件控制器类产品合用一个搭铁点。信号搭铁和功率搭铁不能铆接搭铁,需要分开对待,以避免信号间的相互干扰,因为它们对搭铁的冲击不同,而这种对搭铁的冲击势必会影响较敏感的电子电器元件的正常工作。另外,通过铰链连接的部位,不建议设置搭铁点,如后背门上,因为铰链连接部位易产生较大接触电阻,形成电压漂移。
2.2 搭铁线设计
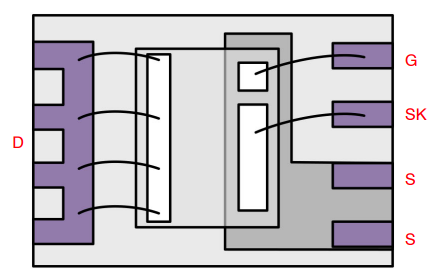
由于汽车上用电器较多,不可能让每个用电器都单独搭铁,必然要把某些用电器的搭铁线合并在一起,因此搭铁线的接法就有以下2种,见图2。
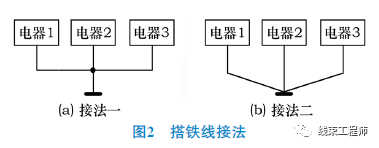
2种搭铁线的接法各有优缺点,对比情况详见表1。
无论使用哪种方法,都要综合考虑尽可能地减短搭铁线的长度、节省成本和提高性能。
搭铁线走向设计要合理,且搭铁线长度尽量短,同时也要和搭铁点位置综合考虑。
如蓄电池负极线、发动机搭铁线等因导线截面积较大,所以一定要控制好线长及走向,减小电压降;为增加安全性,发动机、车身一般都要单独连接到蓄电池负极搭铁。当控制器及子系统有特殊要求时,搭铁应优先遵守其特殊的要求。如安全气囊控制单元不仅要求独立搭铁,且要满足规定长度(一般要求小于200 mm),保证线路损失最小。因此在前期布置安装气囊控制单元时,就要同时在控制单元附近设置单独可靠搭铁点,以保证系统性能。
另外,线束厂在生产线束时,一定要保证所有的搭铁线压接点压接牢固,接触可靠。布置在机舱内的线束搭铁点,搭铁线上要用带胶的热缩管处理。
2.3 搭铁端子设计
搭铁端子一般使用孔式端子,通过搭铁螺栓或搭铁螺母进行安装固定。传统圆形端子使用较为普遍,如图3a所示。

但这种端子在装配时会随着螺栓或螺母的旋转转动,为了保证安装后搭铁线分支方向合理,安装过程中就需要操作者用手把住线束,尤其是搭铁线较粗的情况下,这种操作方式不是很便利(图3b)。
搭铁端子设计要合理,随着线束设计的不断改进,目前搭铁端子的种类很多,可根据实车的具体情况进行选择。目前使用较多的搭铁端子都是有限位钩的(图4)。

除固定点使用的圆孔外,端子还有限位钩,防止安装过程中端子发生旋转,可以保证搭铁分支安装后的方向。
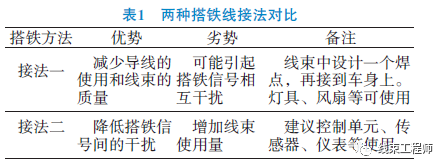
另外,若钣金处无法使用带限位钩的端子,可以考虑借用周边结构进行限位,如图4b红色圈内的端子安装时会按顺时针方向旋转,但端子左侧有支架凸起结构,可以对搭铁端子进行限位。对于某一个搭铁点需要安装多个搭铁线的情况,可选择使用适合多路搭铁的端子,如图5所示。
如图5a所示的类似护套形式的多路搭铁端子,可将压接完的单根搭铁线端子插入塑料护套中,而共同通过上面的搭铁钩进行搭铁;
如图5b所示的通过塑料结构固定多个单孔端子的结构,这种结构适用于固定在搭铁螺栓上。
多路搭铁中比较有优势的端子是如5c所示的多个搭铁端子勾接的形式。这种端子结构占用空间小,并能使一个搭铁点的利用最大化,还可根据搭铁线的多少来组合搭铁片的勾接数量,有利于线束成本优化。
有时还需要根据搭铁端子安装位置的特殊性设计端子形状,端子可能是折弯的。需要使端子安装面和压接线束的部分成一定的角度,以防止线束安装后长期弯折受力而导致断裂。
总之,要根据实际使用环境选择最合适的端子。
2.4 搭铁安装工艺
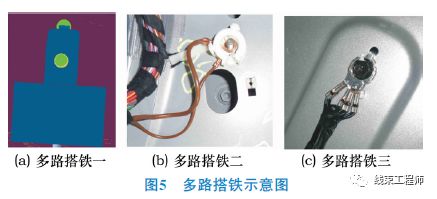
在整车的搭铁中,一般使用搭铁螺栓匹配焊接螺母和螺母匹配焊接螺柱2种安装方式,如图6所示。
目前汽车上一般使用M6和M8两种规格的螺栓和螺母,其中蓄电池的搭铁一般使用M8的,其余使用M6的。要保证搭铁的良好性,一般推荐采用图6a的安装方式,车身上的搭铁点为焊接螺母形式,因为搭铁螺栓可以使用带压印螺栓,安装过程中可以更好地刮去焊接螺母中的漆,保证导电性。
还可在线束搭铁端子和车身之间加一个内锯齿锁紧垫片,拧螺栓时就可利用垫片上的锯齿将车身上的漆刮去。从工艺生产方面来说,焊接螺母形式优于焊接螺栓,如驾驶室内地板上采用焊接螺栓可能会影响地毯铺设,同时也给操作者行动带来不便。
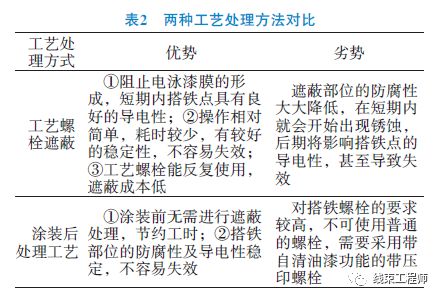
车身搭铁点的涂装工艺处理在制造过程中容易被忽视,但这个小细节如果处理不当,可能会导致搭铁点失效。搭铁点的涂装处理,目前国内主机厂采用的方式一般有2种:
一种是使用工艺螺栓遮蔽;另一种是在涂装后利用螺栓进行“攻螺纹”处理,以达到对漆层进行清除的效果。
工艺螺栓遮蔽的处理方式适用于对车身焊接螺母进行电泳涂装遮蔽。在车身进入涂装车间之前,使用工艺螺栓进行预安装,通过工艺螺栓与焊接螺母的紧密结合,防止电泳漆渗入,从而避免电泳漆在螺母内、车身与螺帽贴合面的形成。涂装后处理工艺是搭铁部位按照正常工序进行全部的前处理、电泳处理,涂装完毕后,
通过用搭铁螺栓攻螺纹的方式对焊接螺母内的漆层进行清除,从而实现导电。这两种方式在主机厂均有使用,各主机厂根据自己的工艺特点进行选择,两种方式各有优缺点,详见表2。
有自清油漆功能的带压印螺栓见图7,螺栓螺纹头部采用了三等分刮削槽,在螺栓外径对称压印的结构形式。目前使用的搭铁螺栓大多为这种带刮削槽的螺栓。因此,搭铁螺栓标准件的设计及品质至关重要,要保证搭铁螺栓的自清漆功能以及在装配过程中的平顺性。

搭铁点的去漆效果不理想,很可能会影响到搭铁效果,导致相关系统发生故障。有个实际案例:故障车的现象为车辆仪表上的ABS、E S P 、安全气囊报警灯常亮, 信息窗显示“变速器故障”,速度表、里程表失效。通过使用诊断仪检测,各故障系统中均有“ABS(ESP)丢失”的故障代码。最后检查ESP控制单元搭铁线处有油漆,清除油漆后重新安装,车辆恢复正常。车身搭铁点的涂装工艺处理直接会影响到搭铁点的搭铁性能,所以需要选择合理的处理方式,从而保证搭铁可靠性。
3 结论
电器件要工作就要有回路,而回路搭铁线是必不可少的。搭铁设计是一项重要的设计,也是难度较大的一项设计,所以要对其引起足够的重视。在搭铁设计中,要遵循就近搭铁的基本设计原则、信号搭铁与功率搭铁区分对待、重要电气系统的特殊要求等。因此搭铁点的数量、具体位置及每个搭铁点连接的负载就是搭铁设计核心。搭铁线的走向、搭铁端子设计都要合理,这样才能保证搭铁的整体可靠性。另外,搭铁的安装工艺也是设计中不可忽略的一部分。目前,搭铁设计已越来越受到重视,我们需要借鉴以往的设计经验,并运用先进威廉希尔官方网站 分析手段不断提升设计能力。
编辑:黄飞














 工商网监
工商网监
评论