 电子发烧友App
电子发烧友App


引言
电焊机是工业牛产和加工领域不可或缺的设备,其中逆变焊机由于具有体积小、重量轻、控制性能好、动态响应快、易于实现焊接过程的实时控制等优异性能,成为焊机产品的主流发展方向。
目的市场上大部分逆变焊机产品工作在硬开关状态,开关损耗严重,开关频率限制存几kHz到几十kHz上,无法完全发挥出逆变焊机小型化和便携性的特点。另外,焊机类设备的耗电量占我国年发电总量的5‰,被列为十大高能耗产品之一。因此,将软开关威廉希尔官方网站 引入逆变焊机领域,对于减小开关损耗、提高开关频率、减小体积重量以及节约能源等具有至关重要的作用。全桥变换器由于自身结构的特点,可以方便地工作于多种软开关模式下,并具有功率器件电压额定值小、变压器利用率高、滤波电感小等优点,而且可以工作在电压、电流两种模式下。其中电流模式特别适合应用在高频逆变焊机的控制上。
因此,本文设计了一种基于峰值电流控制模式的全桥移相谐振逆变弧焊电源。
1 、结构组成及功能
基于峰值电流模式的全桥移相谐振逆变弧焊电源系统的结构框图如图1所示。

220V交流市电经整流滤波后做为全桥逆变器的直流输入,其输出为脉宽可调的高频交流电压方波,通过高频变压器隔离降压后,再经过输出整流滤波得到满足焊接要求的直流电源。
基于峰值电流控制的移相控制电路是整个系统设计的核心部分。所谓峰值电流控制,即逐个脉冲电流限制,就是通过实时检测流过变压器原边的电流波形,由其峰值到达给定的时刻决定输出PWM脉冲的宽度.使得主开关管的导通电流瞬态值具有相对独立性。能够快速地获得焊机T作所需的理想电流特性曲线.提高其动态响应速度和可靠性。并有助于克服全桥变换器所固有的偏磁问题。外特性控制电路根据原边电流峰值和副边输出电压的反馈量与给定量的偏差判断系统的工况,并通过移相控制电路调节输出脉宽,实现对输出电流的闭环控制,使逆变焊机具有理想的工作特性曲线。
图2所示即为高频逆变焊机所普遍采用的一种行之有效的恒流带外拖的外特性曲线。其中Uk为空载电压,即焊机不工作时的输出电压。一个较高的空载电压有助于起弧阶段快速建立起稳定的工作状态。一般空载电压为90V左右;AB段为起弧阶段,即焊机建立工作状态的过渡过程,近似于恒压输出。这个过程中变换器以最大脉宽输出,以最快速度达到设定工作电流时该阶段结束;BC段为稳定工作阶段,近似为恒流过程,使焊机具有一个平稳、恒定的工作电流;CD段为外拖阶段,由于焊机在频繁的起弧和工作过程中焊枪很容易和工件短路粘连,造成焊接过程不顺畅,如果此时系统检测到一个较低的短路电压后能够相应地增大输出电流值,就可以将粘连部分熔断,从而获得一个连续、平稳的焊接过程。

此外,本系统还包括一系列输入过、欠压保护、过流保护、短路保护以及给定电流和实际工作电流切换显示等功能。
2、主电路设计
本系统所采用的全桥变换器拓扑结构如图3所示。主电路中选用了MOSFET作为主功率开关器件,这是因为本系统的设计频率为100 kHz,而与IGBT一般最高工作在几十kHz相比,MOSFET的工作频率则要高的多。另外由于MOSFET自身带有反并联二级管和较大的输出电容,如图3中D1~D4、C1~C4所示,为软开关的实现提供了便利条件。变压器副边输出整流结构有全波整流(变压器副边三抽头+两只二级管)和全桥整流(变压器副边两抽头+四只二级管)两种结构可供选择,前者适合于输出低压大电流的场合,后者适合于输出高压小电流场合。由于逆变焊机可看作是一个低压大电流源.因此选用全波整流。
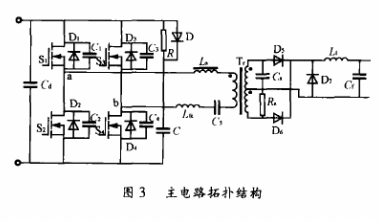
本方案选用移相的控制方式,比较适合于选用MOSFET作为主开关的拓扑结构。其工作过程大致可分为功率传输阶段、超前臂谐振阶段、环流阶段、滞后臂谐振阶段以及电流反向阶段等几个过程。需要强调的是,在滞后臂谐振阶段,由于D5和D6同时换流将副边短路,输出滤波电感Lf无法协助变压器原边漏感Llk参与谐振过程,因此滞后臂软开关条件不容易满足。
与常规全桥变换器相比,本方案在电路结构上做了如下改进。
(1)在Llk的基础上,原边串入一个辅助谐振电感Ls。这有助于克服滞后臂谐振过程中只有Llk单独参与谐振,导致谐振能量不足、软开关范围受限的缺点。但是另一方而,原边电流反向过程中又希望原边电感值越小越好,以增大电流变化斜率、减小占空比损失。因此辅助谐振电感的大小要权衡各种因素后合理选取,最好使用饱和电感,可以方便地动态调节。
(2)原边串入无极性隔直电容C5。全桥变换器工作时变压器双向激磁,存在固有的偏磁问题。造成的原因是正负脉冲不对称,变压器电压存在直流分量,使偏磁迅速积累至磁芯饱和,导致电流无限制上升,逆变失败。加入一个无极性隔直电容,可有效防止直流偏磁。另外本系统采用峰值电流控制,逐个限制每个电流脉冲的峰值,迫使正负脉冲波形对称。两者配合使用可从根本上解决偏磁问题。
(3)在输出整流部分引入一个反并联的续流二级管D7。在环流阶段,由滤波电感Lf提供的负载电流大部分可以通过D7构成回路进行续流,可以有效减小由变压器副边反射到原边的续流电流,从而减小占空比损失和环流阶段的导通损耗。
(4)加入吸收电路。由于输出整流二级管反向恢复时产生一个较高的电压过冲和高频震荡,容易损坏二级管并发热严重。加入由Rs和Cs构成的吸收电路后,可明显改善整流电压波形。另外如有需要,主开关器件两端也可并联RCD网络。
3、 控制电路设计
为了实现前述逆变焊机恒流带外拖的特性曲线,本方案选用UNTRODE公司的专用集成移相芯片UC3879,并配合外围电路,通过多环分段控制方法来完成控制要求。
UC3879是一种能进行相位调制的PWM专用集成芯片。可独立调节两对互补输出脉冲的死区时间,为两桥臂不同的谐振过程创造条件。其相位调制原理为:给定指令信号由芯片脚3(EA)端输入,经内部误差放大器后输出误差信号Ve,与由芯片脚19(RAMP)端输入的锯齿波进行比较,输出脉宽可调的PWM波形,去改变两桥臂的相位关系。
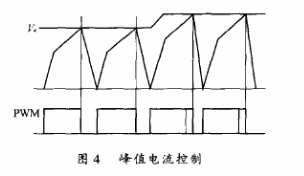
在本方案所采用的峰值电流控制模式下,脚19(RAMP)端的锯齿波信号是从变压器原边的电流信号经采样整流得到的。但由于实际上原边电流信号波形上升斜率较缓,与给定比较时,容易因为干扰或毛刺抖动产生误动作。因此实际应用时,先将原边电流的采样整流值与芯片定时电容CT上的锯齿波相叠加,经过斜坡补偿后,再送入脚19(RAMP)端进行比较控制。峰值电流控制过程如图4所示。
外特性分段控制方法及芯片外围逻辑电路接法如图5所示。图5(a)中,变压器原边电流通过一个自制的1:100电流互感器采样并整流后得到is,经过采样电阻得到合适的电压信号并与定时电容CT上的锯齿波相叠加,输入到脚19(RAMP)端。脚4(CS)端用作过流保护,当此脚电压高于2.5V时将封锁输出脉冲。A点接由图5(b)产生的指定信号。图5(b)即为焊机的外特性实现电路.包括以下三个部分。
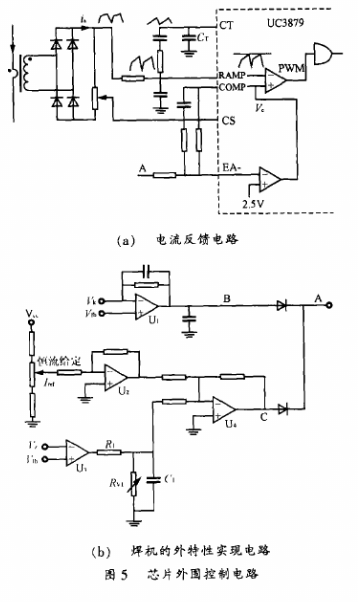
(1)恒流特性实现 理论上原边电流峰值与副边输出焊接电流大小是能够相互反映的,因此,只需给定变压器原边脉冲电流的峰值,让原边脉冲电流与给定峰值的交点来决定移相角的大小,就能实现恒流控制。图5(b)中Iref即为电流峰值给定值。
(2)外拖特性实现 正常工作时,输出电压反馈值Vfb大于外拖给定值Vz,比较器U3的输出为零,对加法器U4没有影响,焊接电流由恒流给定值Iref决定;当焊枪与工件粘连短路时,Vfb小于VZ,比较器U3的输出为高,相当于给增大了Iref,UC3879内部误差放大器的输出Ve也增大,焊接电流则随之增大,从而实现外拖。
(3)空载电压限制 如果仅仪对电流进行负反馈控制,那么空载时UC3879将始终以最大脉宽输出,造成不必要的浪费且安全性降低。单独设计一路由比较器U1构成的电压调节器,对焊机的空载电压进行负反馈控制,当Vfb大于空载电压给定值Vk时,U1输出一个较高电平封锁C点输出,并使UC3879输出脉冲移相角为180°,即有效脉宽为0°,使输出电压减小。这样,UC3879输出控制信号的移相角在0°和180°之间交替变化,不仅获得恒定的空载电压,而且减小了空载损耗。
4 、驱动隔离设计
本方案设计频率为100kHz,主开关管处于高频动作状态,要求尽可能缩短M0SFET栅源电压的上升时间和下降时间,减小开关损耗。因此驱动电路要有较大的驱动电流,同时驱动电路到主电路的引线要尽量短,减小栅极驱动电路的阻抗。本方案所采用的高频驱动电路如图6所示。
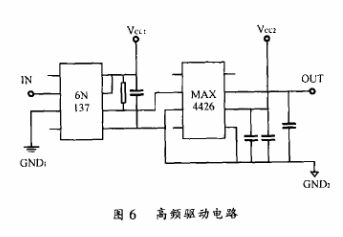
其中IN接自来于UC3879的输出脉冲信号,CND1接控制电路地信号,GND2接被驱动MOS-FET的源极。6N137是一个高速光耦,传输延迟时间仅有40 ns。从控制电路来的信号经过光耦隔离后送至驱动电路,使得控制电路和驱动电路有较好的电气隔离,消除对控制电路的十扰。MAX4426是一个专门用于M0SFET的高频驱动芯片,其内部有两个驱动电路,可以很容易地并联以提供较大的输出功率。典型上升、下降时间仅为20ns,延迟时间小大于40ns,可工作于1MHz,提供1.5A的峰值输出电流。
5 、实验波形
为了验证实际效果,试制了一台逆变弧焊电源样机。设计容量为6kW;开关频率100kHz;输入220V交流电网电压,输入滤波电容采用4个470μF/450V的电解电容;MOSFET主开关管选用IXYS公司的IXFK48N50,其参数为48A/500V,输出电容600pF,考虑到电流容量,采用双管并联方式;高频变压器设计容量10kW,选用EE85磁芯,变比为3,原边漏感2.5μH;隔直电容选用一个2.2μF/500V的CBB电容;输出整流部分选用的是外延型快恢复整流二极管DSEI一2x101一02A(IXYS公司);滤波电感lOμH,滤波电容220μF。
图7为电流斜坡补偿波形。通道3为原始电流采样波形;通道1为用于补偿的锯齿波;通道2为补偿后波形。补偿后斜率明硅增加。
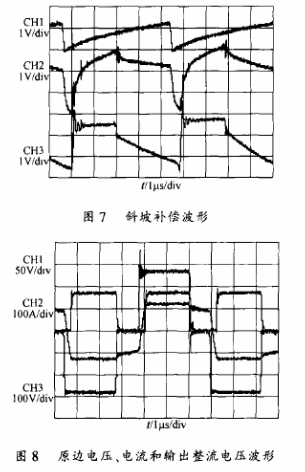
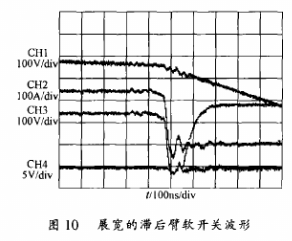
图8所不为原边电压(通道3)、原边电流(通道2)和输出整流电压(通道1)波形。从图8中可清楚地看出占空比损失。
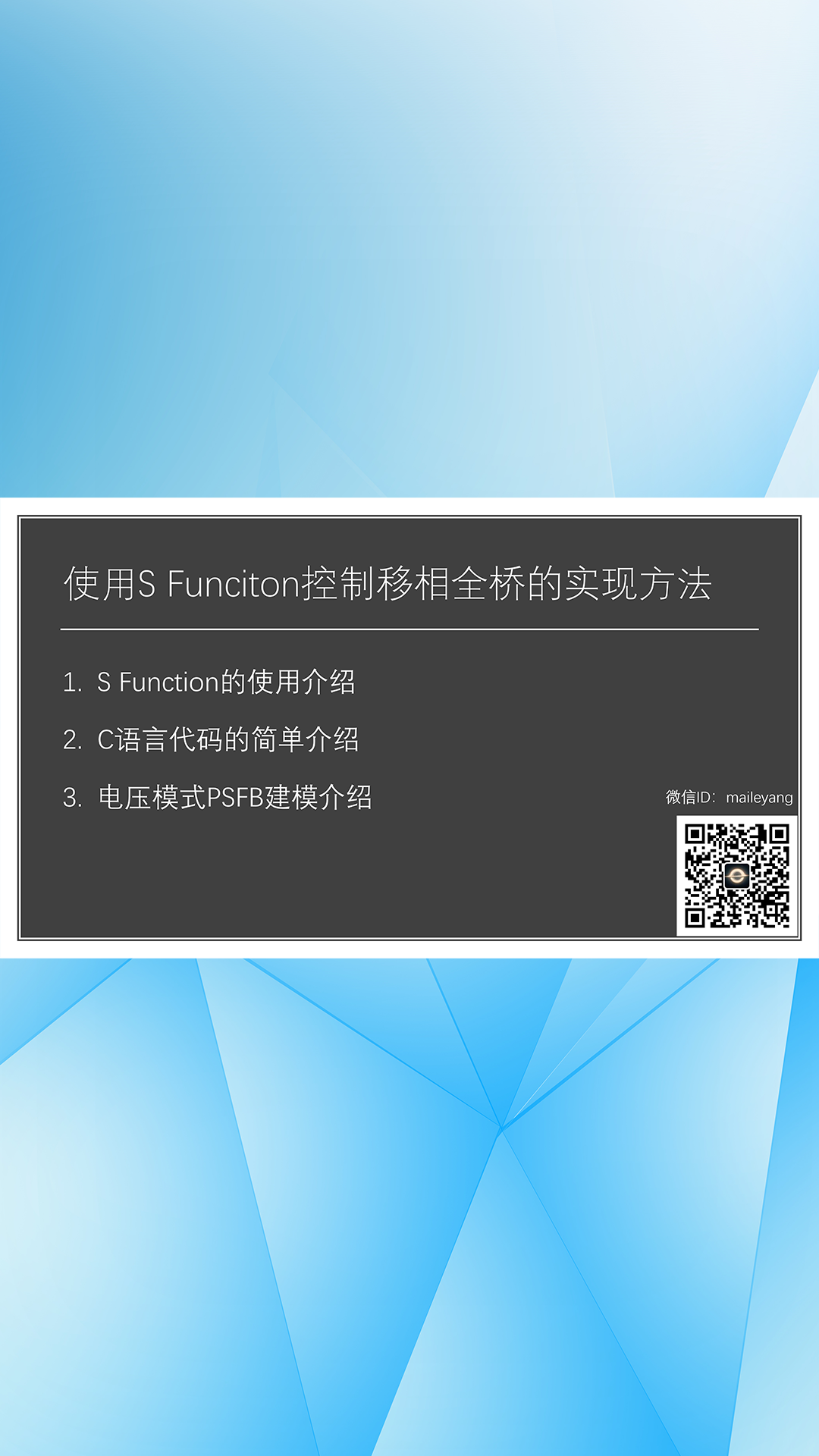
图9为滞后臂管压降和其驱动脉冲的波形。

其中通道l和通道2分别为原边电流、电压波形;通道3为滞后臂管压降,通道4为其驱动波形。图10是图9的局部展宽波形。从中可以明显地看到当滞后臂管压降已经谐振到零后,驱动脉冲才由低变到高,使其在零电压下导通,实现软开关。
6、 结语
本文设计了一种基于峰值电流控制模式的全桥移相谐振逆变弧焊电源。并成功试制了一台100kHz/6kW的高频逆变弧焊电源样机。实验结果表明,用UC3879作为主控芯片并采用文中设计的外特性控制电路,可以较好地实现逆变焊机的工作特性,两桥臂都可以在较宽范围内实现软开关,系统工作稳定,整机效率高。引入峰值电流控制,系统的控制性能好、动态响应更快。
责任编辑:gt










 工商网监
工商网监
评论